 es
es
Hogar / Noticias / Noticias de la industria / Explicación de las laminaciones del núcleo del estator del motor y del motor eléctrico.
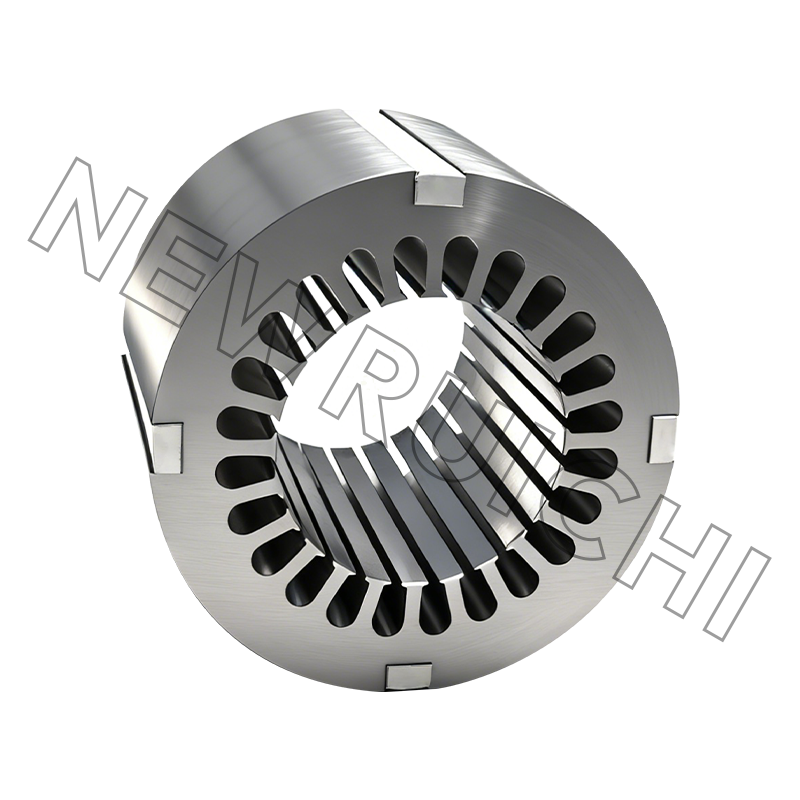
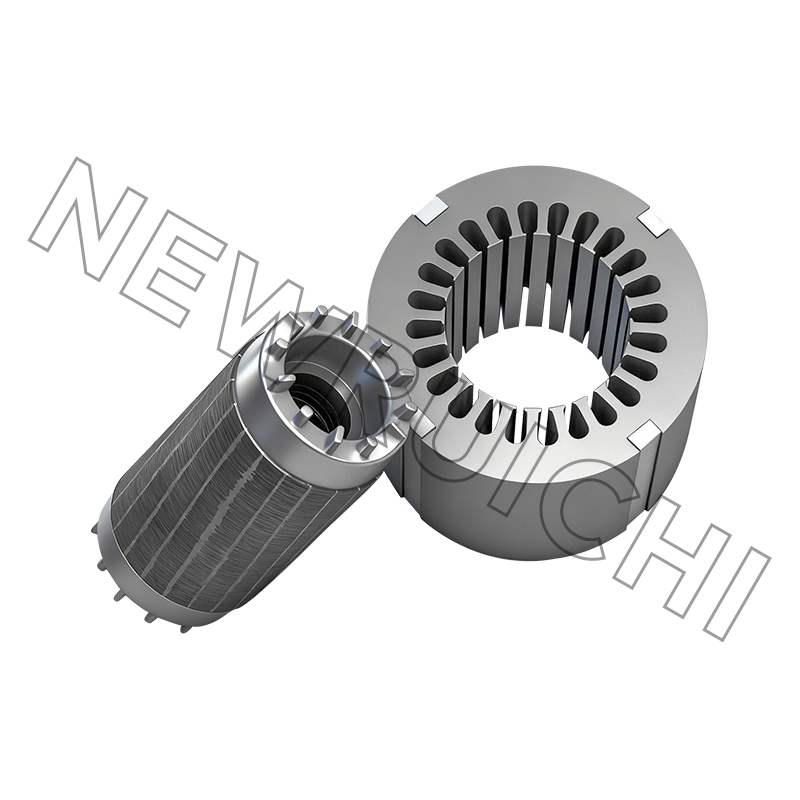
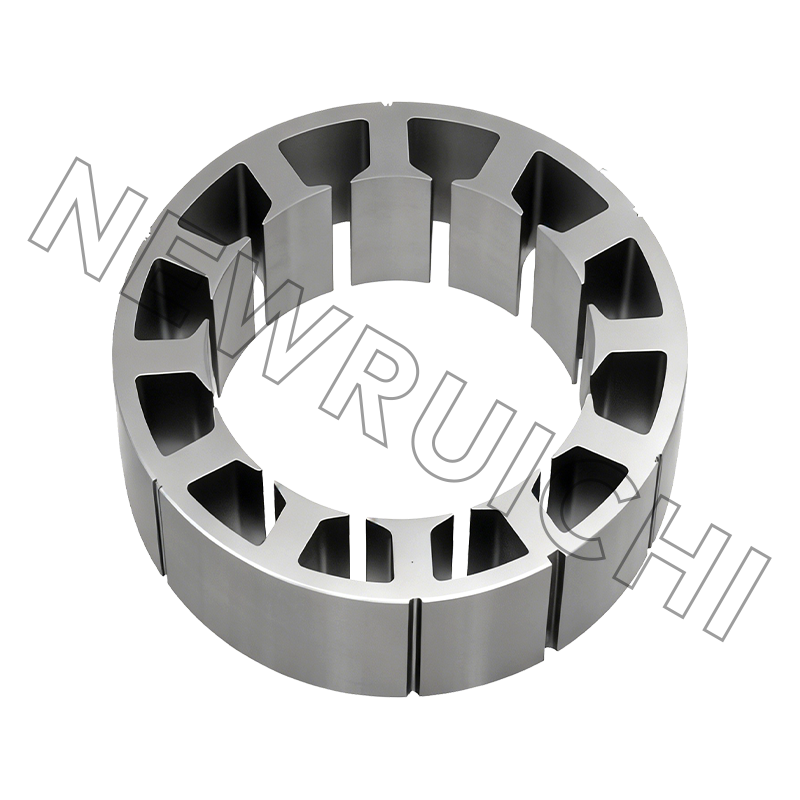
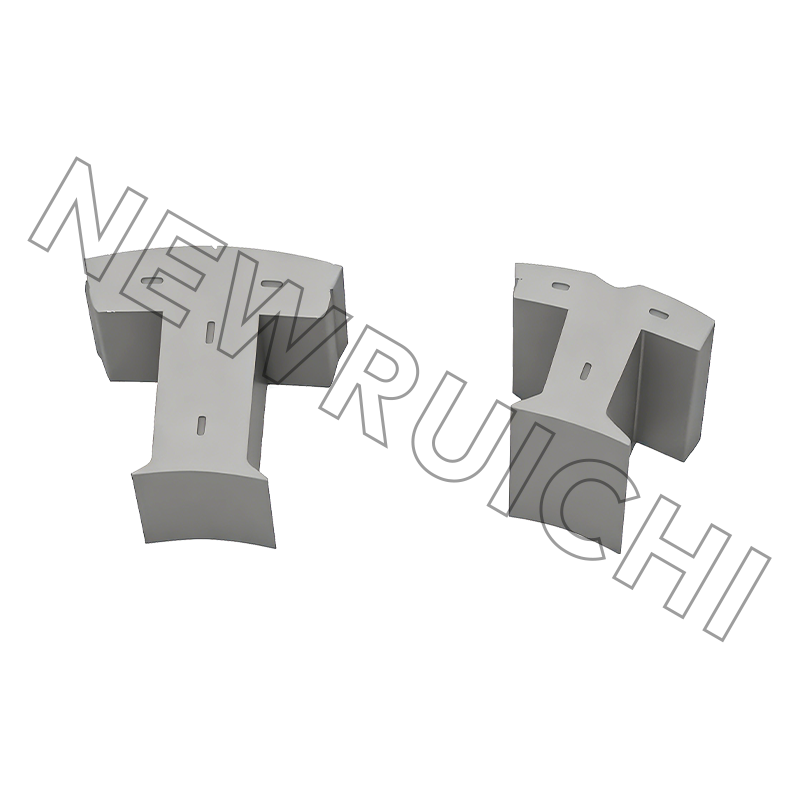
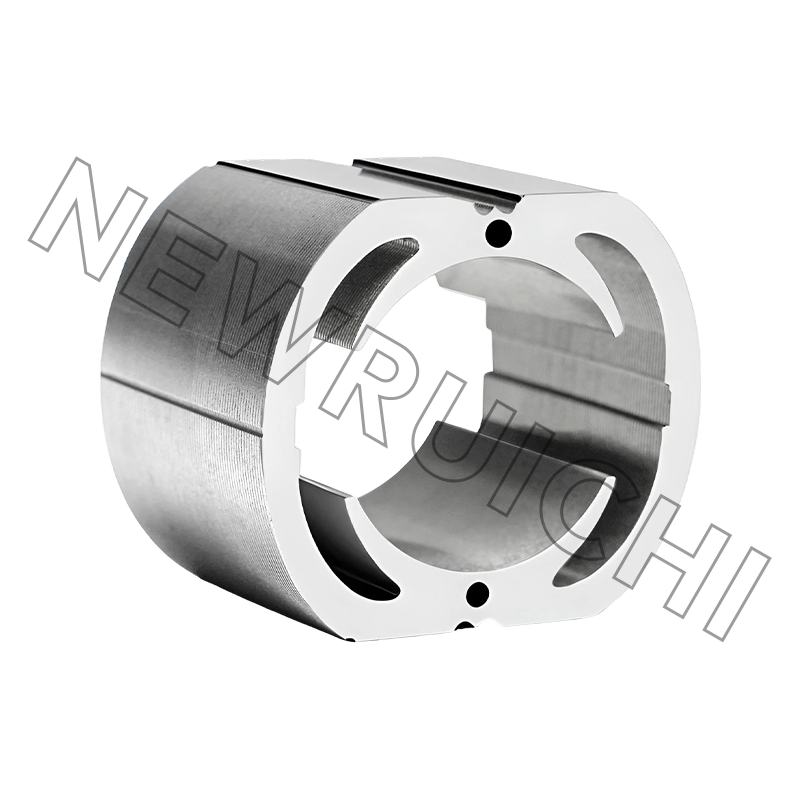
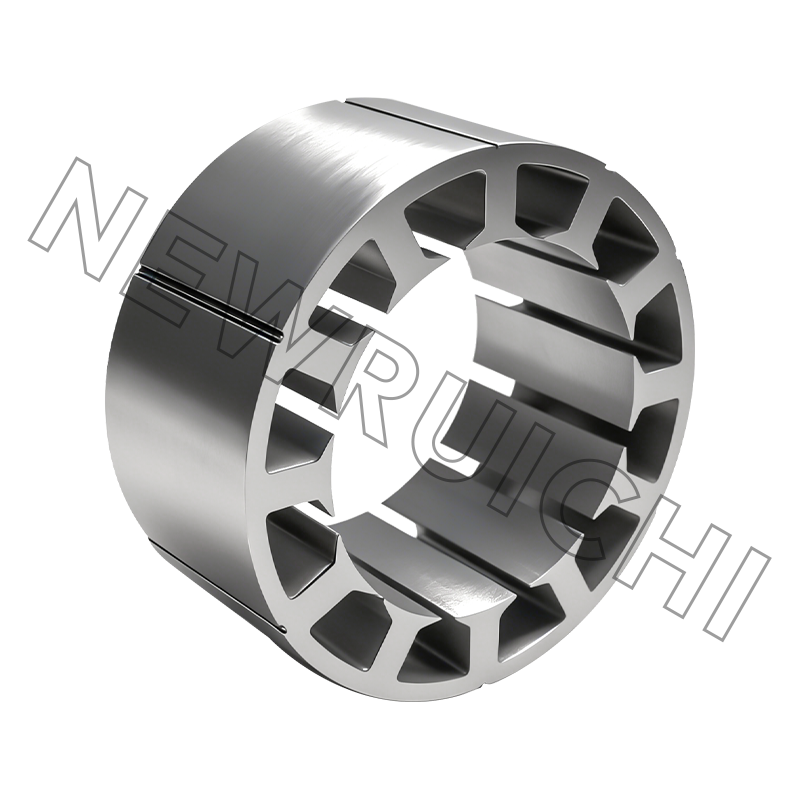
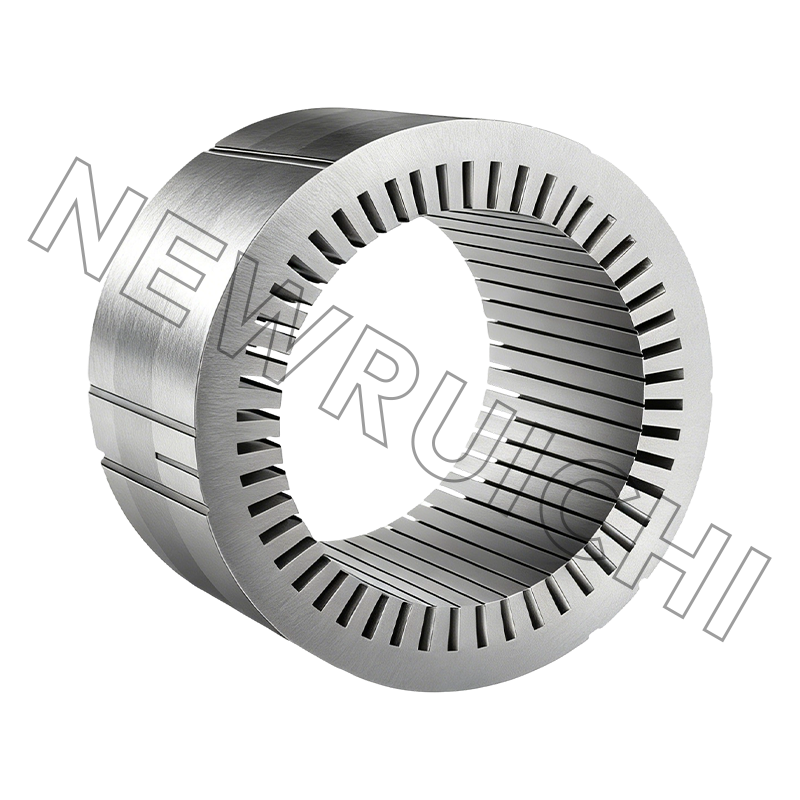
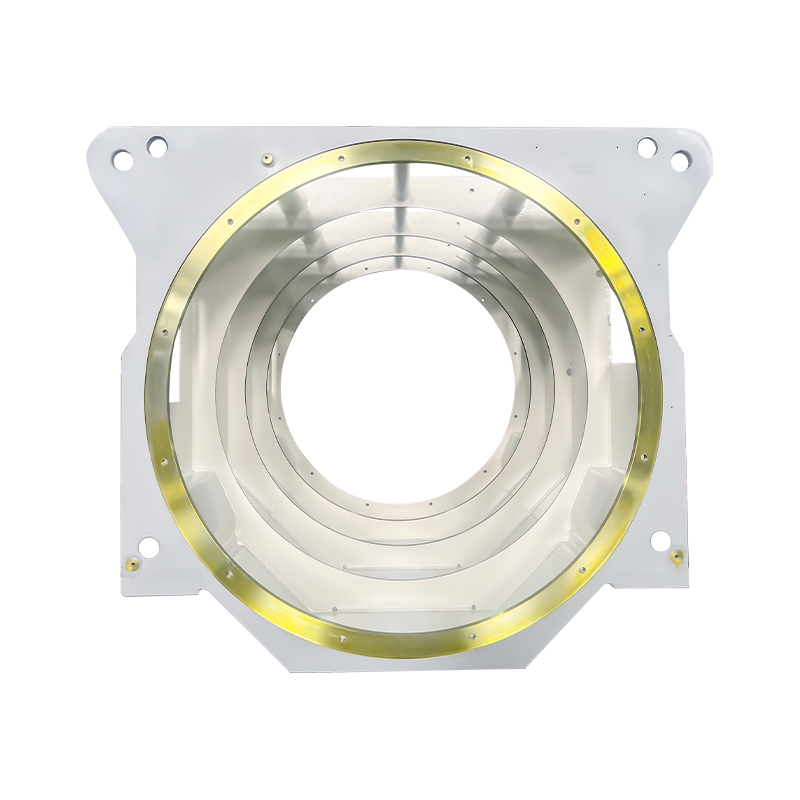
Explicación de las laminaciones del núcleo del estator del motor y del motor eléctrico.
Nuevos productos ruichi


Productos Cailiang



![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Teléfono/Teléfono:
+86-18861576796 +86-18261588866
Teléfono/Teléfono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Derechos de autor © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricantes de núcleos de estator y rotor
