 es
es
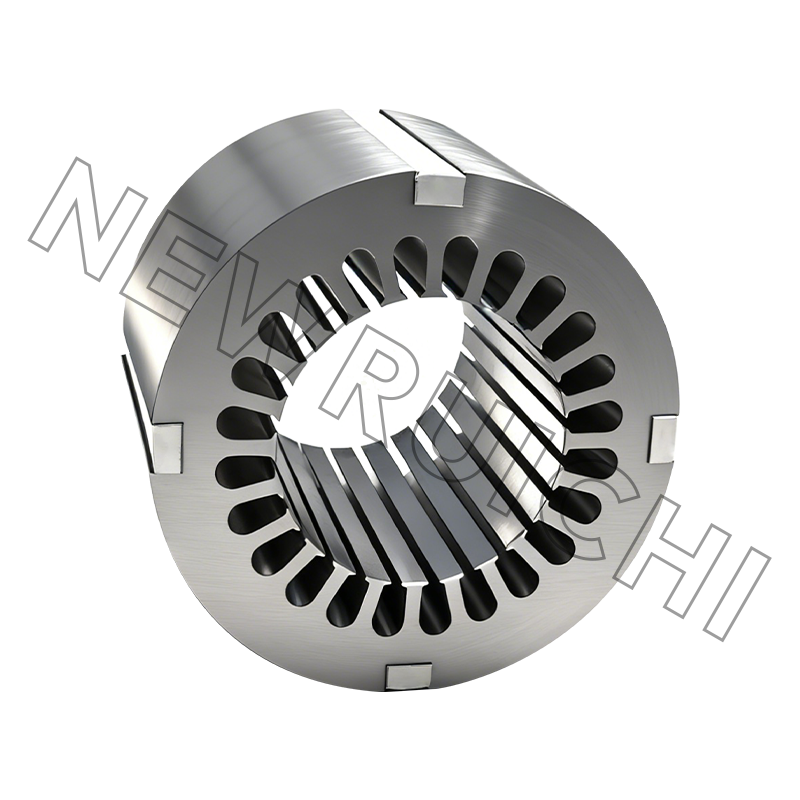
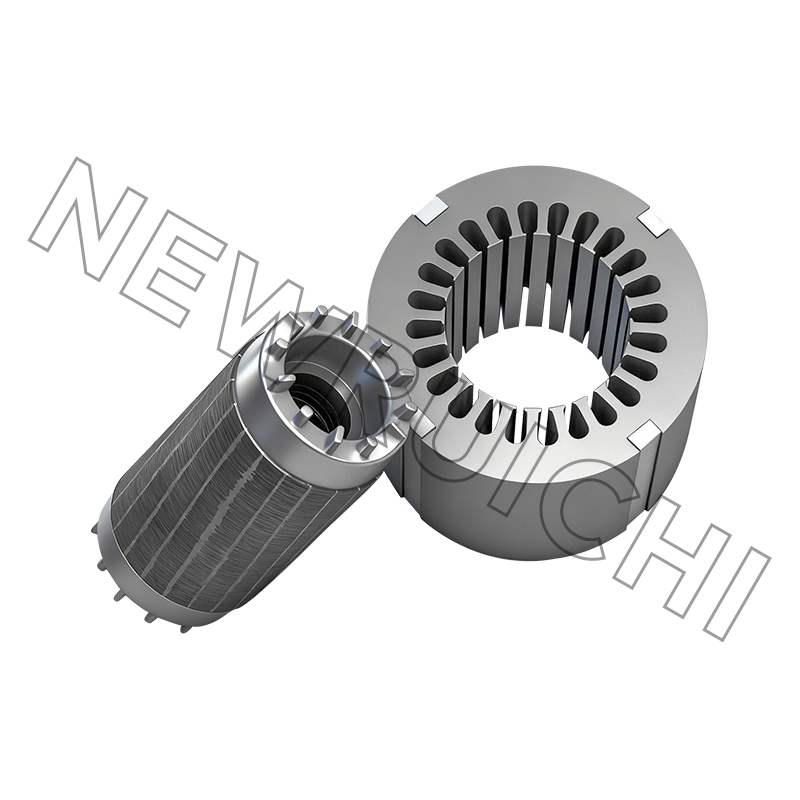
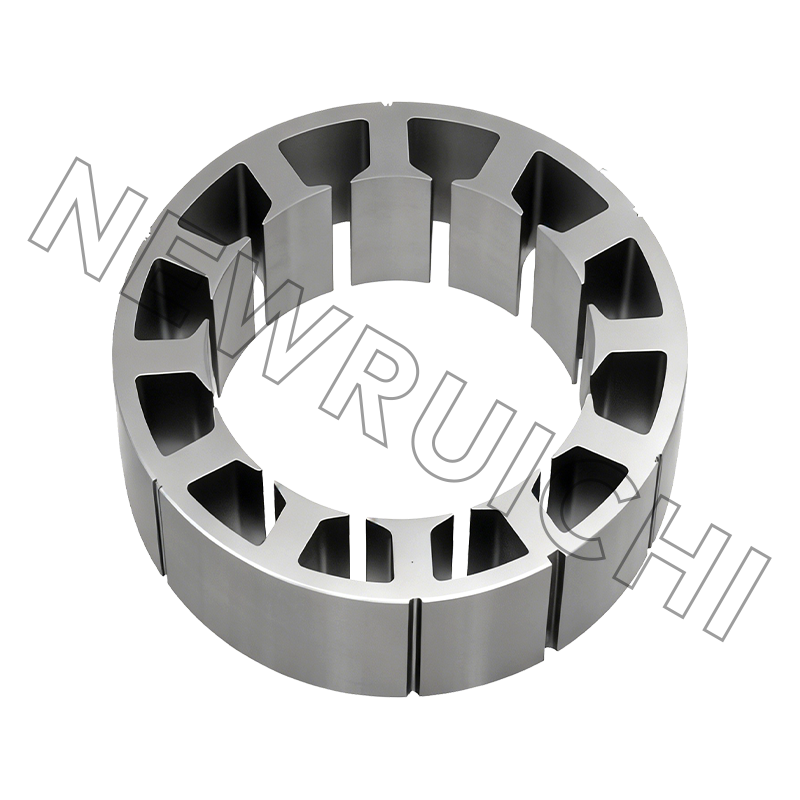
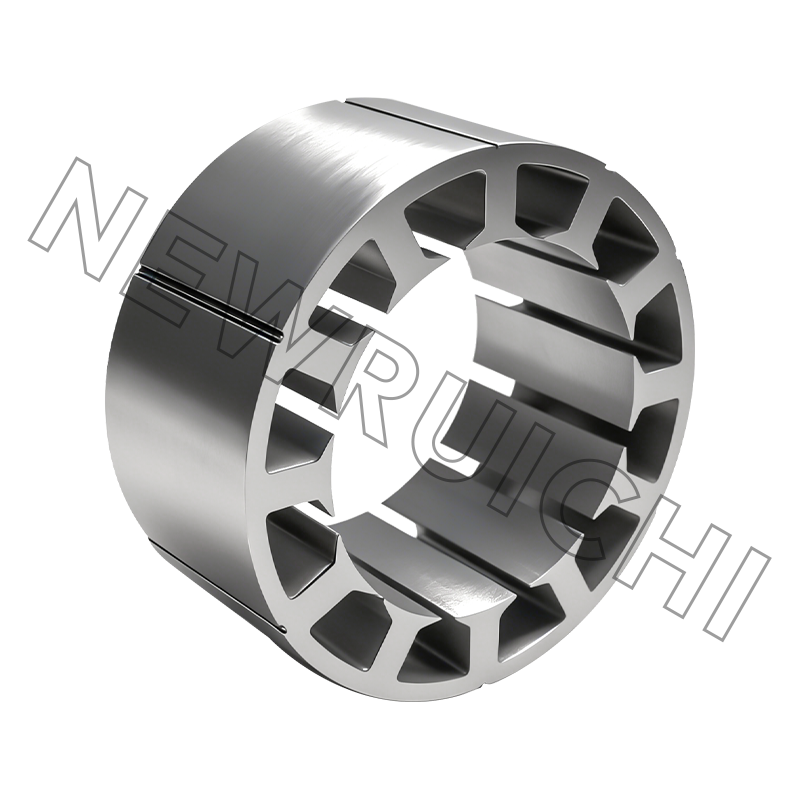
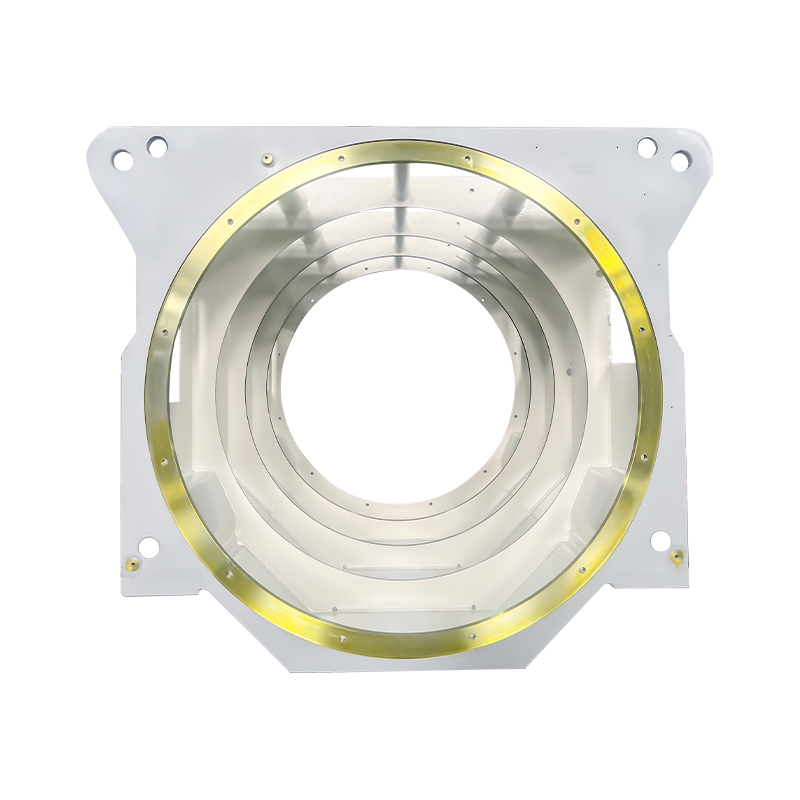
Laminaciones del rotor y del núcleo del estator del servomotor
Por qué el núcleo del estator del motor define el rendimiento del servosistema
En cualquier sistema de movimiento de precisión, el servomotor funciona como articulación de accionamiento, traduciendo la entrada eléctrica en salida mecánica controlada con una capacidad de respuesta de milisegundos. En el centro de ese proceso de conversión se encuentra el núcleo del estator del motor: la estructura magnética fija que genera el campo electromagnético giratorio que impulsa el rotor. Su geometría, propiedades del material y precisión de fabricación determinan colectivamente la eficiencia y precisión con la que se produce la conversión de energía.
Un núcleo de estator bien diseñado hace más que conducir el flujo magnético. Da forma a la distribución espacial de ese flujo a través del entrehierro, influyendo directamente en la linealidad del par, la calidad de la forma de onda de contraEMF y la capacidad del motor para mantener un control de posición preciso en diferentes condiciones de carga. En brazos robóticos, centros de mecanizado CNC y líneas de montaje automatizadas de alto ciclo (entornos donde la precisión posicional se mide en micrómetros y los tiempos de ciclo en milisegundos), el núcleo del estator no es un componente básico. Es un elemento de rendimiento de precisión.
Los fabricantes que tratan la selección y especificación del núcleo del estator como una decisión de ingeniería en lugar de una adquisición logran consistentemente mejores resultados a nivel del sistema: menor ondulación del par, reducción de la acumulación térmica e intervalos operativos más prolongados entre ciclos de mantenimiento.
Selección de materiales: la base del rendimiento magnético de bajas pérdidas
Las propiedades magnéticas y eléctricas del material de laminación establecen un límite absoluto en la eficiencia del motor y la respuesta dinámica. Para las laminaciones del rotor y del estator de servomotores, el acero al silicio de alta permeabilidad (normalmente acero eléctrico no orientado con un contenido de silicio que oscila entre el 2 % y el 3,5 %) es el material elegido en aplicaciones de servo de precisión.
La aleación de silicio suprime las pérdidas por corrientes parásitas al aumentar la resistividad eléctrica, mientras que los grados de alta permeabilidad garantizan que el circuito magnético se sature a densidades de flujo más altas, lo que permite una mayor salida de torque por unidad de volumen del núcleo. Los parámetros clave de rendimiento que se deben especificar al adquirir material de laminación incluyen:
- Pérdida del núcleo (W/kg) — medido a una densidad de flujo y frecuencia específicas (por ejemplo, 1,0 T a 50 Hz o 400 Hz para aplicaciones de alta velocidad); La menor pérdida del núcleo reduce la generación térmica y mejora la eficiencia a la velocidad de funcionamiento.
- Permeabilidad relativa (μr) — una mayor permeabilidad reduce la fuerza magnetomotriz necesaria para lograr una densidad de flujo determinada, lo que permite una generación de par más sensible
- Espesor de laminación — las laminaciones más delgadas (0,20 mm, 0,27 mm, 0,35 mm) reducen las pérdidas por corrientes parásitas a frecuencias eléctricas más altas; El espesor adecuado depende de la velocidad nominal del motor y del ancho de banda de control.
- Revestimiento aislante — el aislamiento interlaminar (típicamente revestimiento de grado C-5 o C-6) evita que las corrientes parásitas se formen puentes entre laminaciones apiladas, manteniendo las características de pérdida previstas del núcleo ensamblado.
Para servomotores de velocidad ultraalta que funcionan por encima de 10.000 RPM, se pueden especificar aleaciones de metales amorfos o grados de hierro cobalto en lugar del acero al silicio convencional, lo que ofrece una pérdida del núcleo sustancialmente menor a altas frecuencias con un sobreprecio correspondiente.
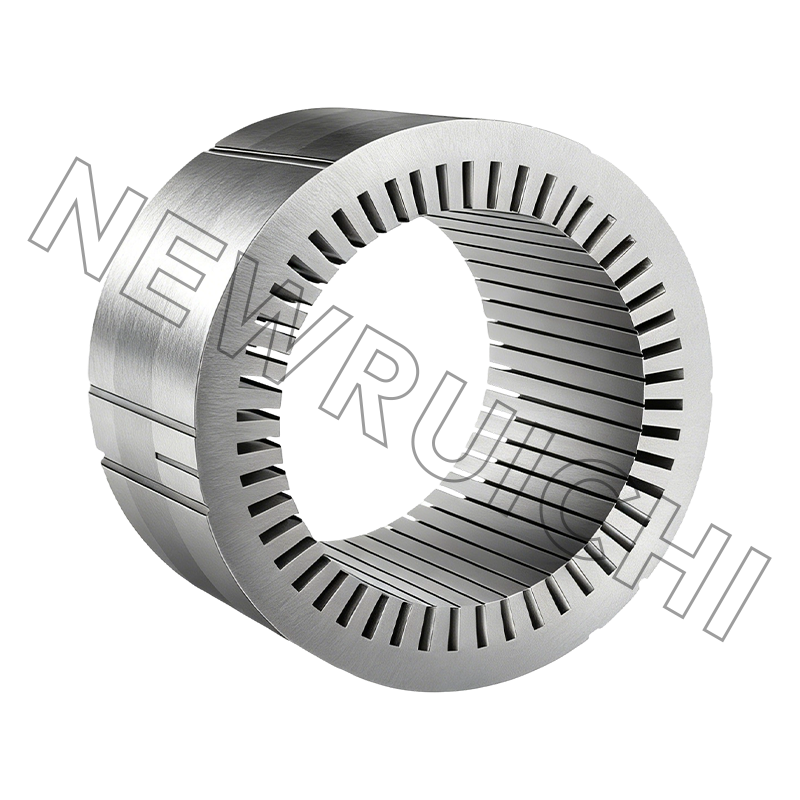
Estampado de precisión: cómo el proceso de fabricación impulsa la coherencia dimensional
La transición del acero eléctrico en bruto al acabado Laminaciones del estator y del rotor del servomotor. requiere tecnología de estampado de precisión capaz de mantener tolerancias geométricas estrictas en tiradas de producción de gran volumen. La inconsistencia dimensional en las laminaciones (variaciones en la geometría de la ranura, el ancho del diente o el diámetro exterior) se traduce directamente en asimetría magnética en el núcleo ensamblado, lo que produce una distorsión armónica en el flujo del entrehierro y aumentos mensurables en la ondulación del par.
El estampado progresivo es el método de producción dominante para las laminaciones de servomotores y ofrece el rendimiento y la repetibilidad necesarios para una calidad constante a escala. Los parámetros dimensionales clave controlados durante el estampado incluyen:
- Tolerancia de la geometría de la ranura — el ancho y la profundidad de la ranura afectan directamente el factor de llenado del devanado y la reluctancia del camino del flujo; Los objetivos de tolerancia típicos para laminaciones de servogrado son ±0,02 mm o más ajustados.
- Control de altura de rebaba — el exceso de rebabas de la zona de corte por estampado aumenta el espesor efectivo de la laminación, compromete la integridad del aislamiento y crea concentraciones de tensión que elevan la pérdida por histéresis; la altura de las rebabas normalmente se controla a ≤0,05 mm
- Planitud y curvatura — las laminaciones fuera de plano crean una falta de uniformidad en el apilamiento que introduce excentricidad del rotor y vibración a la velocidad de funcionamiento; La desviación de planitud generalmente se especifica dentro de 0,1 mm por 100 mm de diámetro de laminación.
- Concentricidad del diámetro interior y exterior. — crítico para mantener un entrehierro uniforme alrededor de la circunferencia del rotor, que gobierna directamente el contenido armónico espacial de la forma de onda de densidad de flujo del entrehierro
Los bordes lisos logrados mediante la holgura controlada del dado y el mantenimiento regular del dado también contribuyen al equilibrio mecánico durante la rotación a alta velocidad, reduciendo las fuerzas de excitación de vibración que de otro modo se traducirían en ruido audible y desgaste acelerado de los rodamientos.
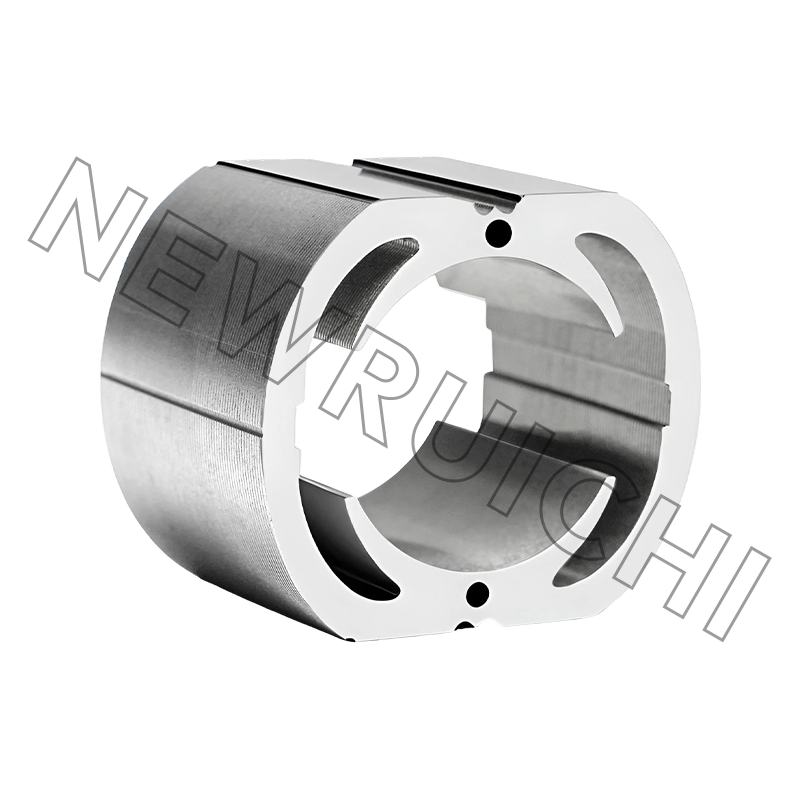
Diseño del núcleo del rotor del estator: coincidencia de polos y ranuras y optimización del circuito magnético
el núcleo del rotor del estator La configuración (la combinación del número de ranuras del estator, el número de polos del rotor y su relación geométrica) es la principal variable de diseño que rige la magnitud de la ondulación del par, el par dentado y la inductancia del devanado en los servomotores. Conseguir esta combinación correcta no es simplemente una cuestión de seleccionar un número alto de polos o un número grande de ranuras; requiere una evaluación sistemática de las interacciones armónicas entre la distribución MMF del estator y el patrón de flujo del rotor.
A continuación se resumen las combinaciones comunes de polos y ranuras utilizadas en los diseños de servomotores y sus características de rendimiento:
| Combinación de poste/ranura | Torque dentado | Factor de bobinado | Aplicación típica |
|---|---|---|---|
| 8P/12S | Bajo | 0.866 | Servo de uso general, robótica. |
| 10P/12S | muy bajo | 0.933 | Posicionamiento de alta precisión, accionamiento directo |
| 6P/9S | Medio | 0.866 | Servo compacto, dispositivos médicos. |
| 14P/12S | muy bajo | 0.933 | Bajo-speed high-torque, collaborative robots |
Más allá de la selección de polos y ranuras, se aplican características de diseño auxiliares en la geometría del núcleo del rotor del estator, incluida la inclinación de la ranura del estator, la inclinación del imán del rotor y el biselado de la punta del diente, para atenuar aún más los armónicos del par dentado. Estos refinamientos geométricos se implementan en la etapa de estampado de laminación, haciendo que su ejecución exacta dependa de la misma precisión dimensional discutida en la sección anterior.
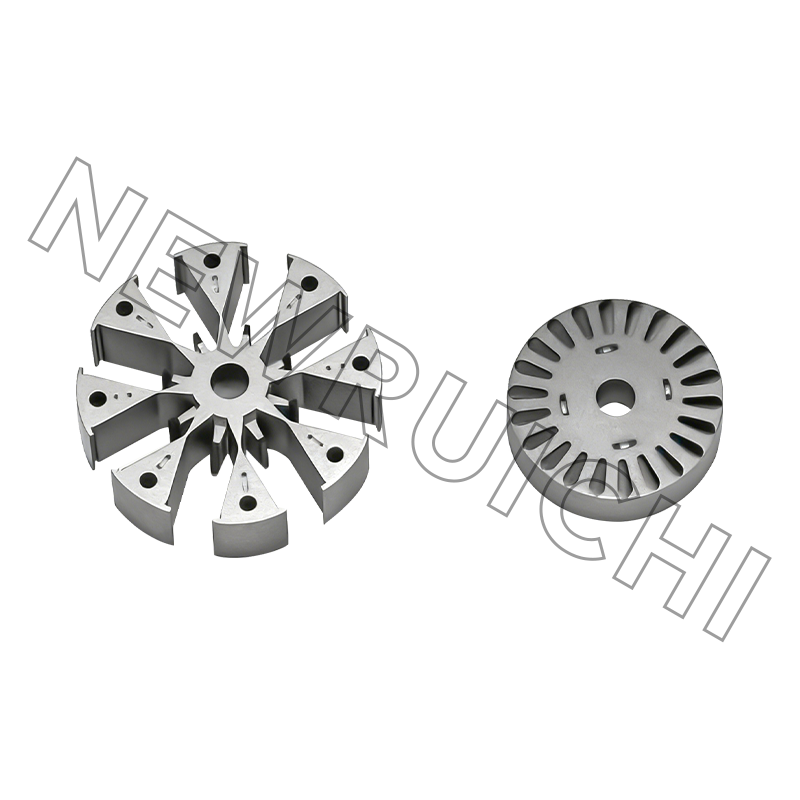
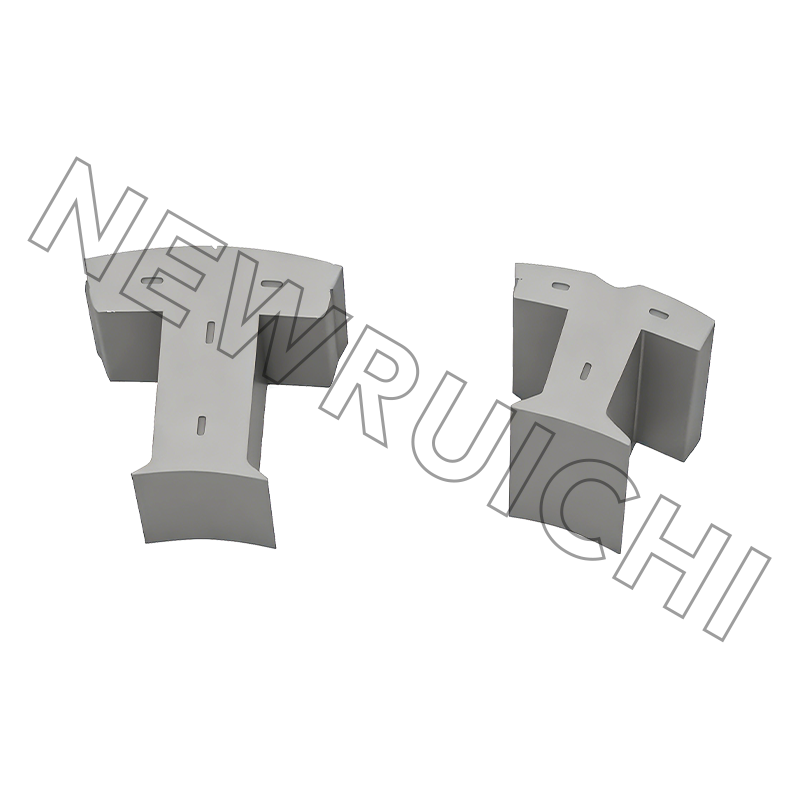
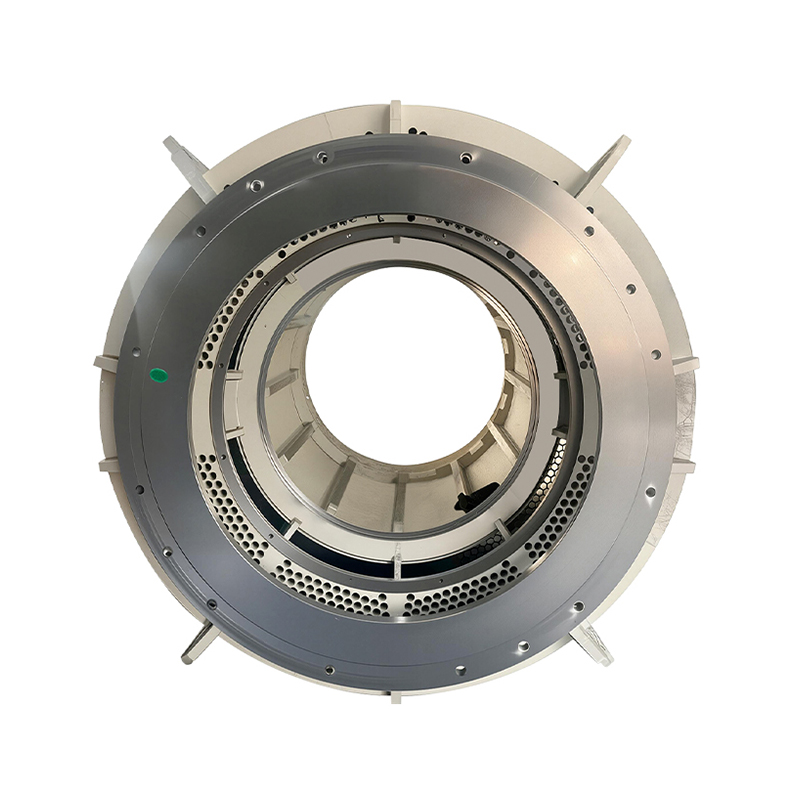
Apilamiento, unión y ensamblaje de núcleos: de laminaciones a núcleos funcionales
Las laminaciones individuales del estator y del rotor del servomotor adquieren su valor funcional completo sólo cuando se ensamblan en un núcleo apilado coherente con contacto interlaminar consistente y alineación axial precisa. El método de ensamblaje elegido afecta la integridad mecánica, el rendimiento magnético y la idoneidad para los procesos de fabricación posteriores, incluida la inserción del devanado y el equilibrio del rotor.
el primary stacking and bonding methods used for servo-grade cores are:
- Enclavamiento (auto-remachado) — los hoyuelos o lengüetas estampadas entrelazan las laminaciones adyacentes durante el apilamiento, proporcionando cohesión mecánica sin adhesivos ni sujetadores; El método más común para producción de gran volumen debido a su velocidad y rentabilidad.
- Soldadura láser — cordones de soldadura axiales aplicados a lo largo del diámetro exterior del núcleo apilado; Produce un ensamblaje rígido con buena estabilidad dimensional, aunque la tensión inducida por la soldadura puede aumentar marginalmente la pérdida local del núcleo en las zonas afectadas.
- Unión adhesiva (pilas de laminación pegadas) — adhesivos anaeróbicos o epoxi aplicados entre superficies de laminación; elimina el estrés mecánico por soldadura o entrelazado, preservando todas las propiedades magnéticas de cada laminación; preferido para servonúcleos de ruido ultra bajo y alta precisión
- Conjunto de perno pasante — láminas alineadas sobre un mandril de precisión y sujetas con pernos pasantes; Se utiliza principalmente para tamaños de marco más grandes donde el enclavamiento o la soldadura no son prácticos.
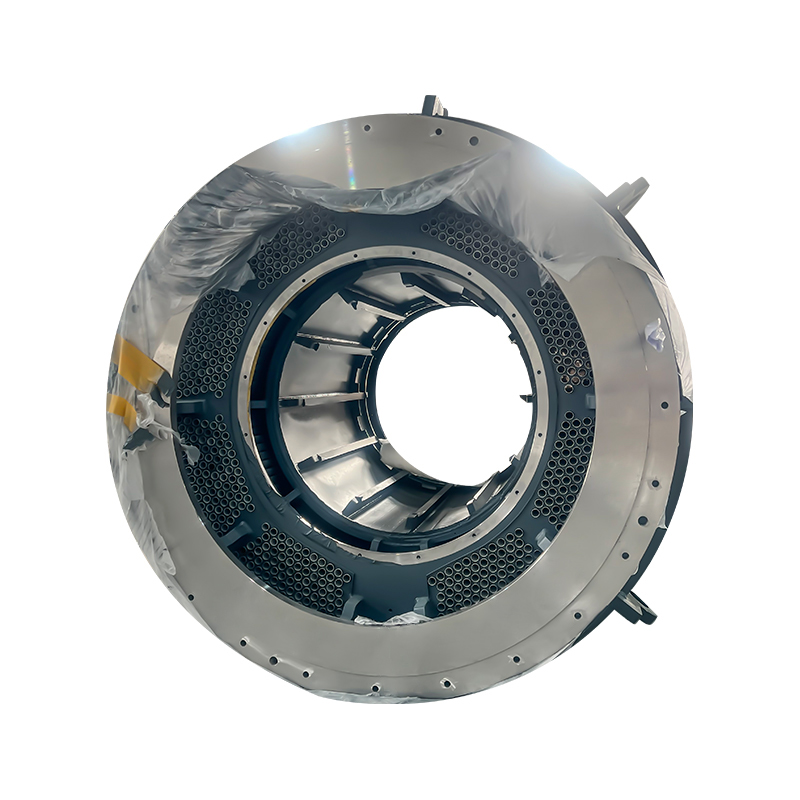
Para los núcleos de rotor en servomotores de imanes permanentes, la alineación precisa del apilamiento axial es particularmente crítica. La desalineación entre la pila de laminaciones del rotor y la geometría de montaje del imán introduce trayectorias de flujo asimétricas que elevan tanto el par dentado como el ruido acústico durante la operación.
Opciones de personalización para la geometría de laminación del servomotor
Las geometrías de laminación estándar cubren los tamaños de bastidor de servomotores y las configuraciones de ranura de polo más comunes, pero muchas aplicaciones de movimiento de precisión requieren diseños de laminación personalizados para cumplir con requisitos específicos de rendimiento, embalaje o integración. La personalización de la geometría de laminación está disponible en las siguientes dimensiones:
- Diámetro exterior e interior — adaptado a dimensiones específicas del bastidor del motor o restricciones de integración de transmisión directa
- Forma de ranura y ancho de apertura — optimizado para calibres de alambre de bobinado, factores de llenado y objetivos de inductancia de fuga de ranura específicos
- Geometría de la punta del diente — ángulo del chaflán y ancho de la punta ajustados para equilibrar la reducción del par dentado con la densidad del flujo en la región de la punta del diente
- Geometría del bolsillo del imán del rotor — para diseños de rotores de imán permanente interior (IPM), la forma de la bolsa determina la efectividad de la barrera de flujo y la relación de prominencia, los cuales influyen en la contribución del par de reluctancia y el ancho de banda de control dinámico.
- Longitud de la pila — ajustado para cumplir con los objetivos de densidad de torsión dentro de las limitaciones del embalaje axial
Se pueden producir prototipos de herramientas para geometrías de laminación personalizadas a un costo relativamente bajo utilizando electroerosión por hilo o corte por láser para la validación inicial, y se pueden poner en marcha herramientas de matriz progresiva una vez que se confirma la geometría. Este enfoque de dos etapas permite a los diseñadores de motores iterar sobre la geometría de laminación sin comprometerse prematuramente con una inversión de alto volumen en herramientas.
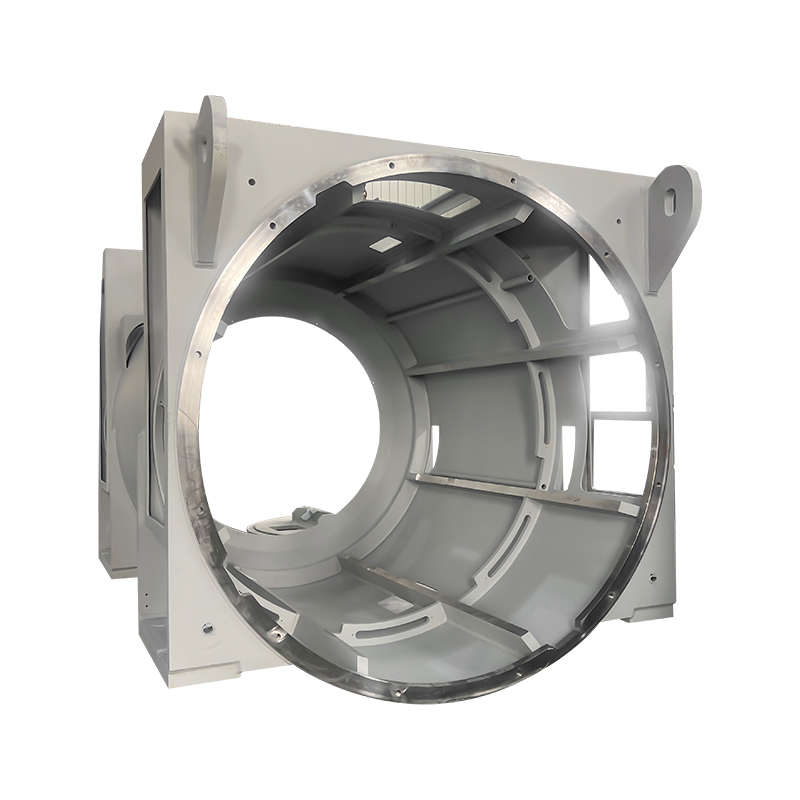
Resultados de rendimiento: lo que ofrecen los núcleos de alta calidad en la aplicación
el cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Ondulación de par reducida — permitiendo perfiles de movimiento más suaves en juntas robóticas y etapas de posicionamiento lineal, con beneficios directos para la calidad del acabado superficial en aplicaciones de mecanizado y precisión de trayectoria en la automatización de recogida y colocación
- Temperatura de funcionamiento más baja — la reducción de la pérdida del núcleo se traduce en una menor generación de calor con la carga nominal, lo que extiende la vida útil del aislamiento del devanado y permite ciclos de trabajo continuo más altos sin reducción de potencia
- Respuesta dinámica más rápida — una menor pérdida magnética y una mayor permeabilidad mejoran la estabilidad constante del par del motor en todo el rango de velocidad de funcionamiento, lo que admite anchos de banda de bucle de corriente más ajustados en el servoaccionamiento.
- Reducción de vibraciones y ruido acústico. — la planitud controlada de la laminación, los bordes suaves de las ranuras y el equilibrio preciso del rotor suprimen las fuerzas de excitación mecánica que generan ruido audible, un requisito cada vez más especificado en aplicaciones médicas, de semiconductores y de robótica colaborativa.
- Rendimiento constante entre lotes — las estrictas tolerancias dimensionales en todas las series de producción garantizan que los parámetros de rendimiento del motor permanezcan dentro de las especificaciones durante toda la vida útil de un programa de producción, lo que reduce la necesidad de calibración individual del motor en la etapa de integración del sistema.
En entornos de fabricación de ciclo alto donde los servomotores pueden ejecutar decenas de millones de movimientos de posicionamiento por año, estas ventajas de rendimiento se acumulan a lo largo de la vida operativa del sistema: reducen el consumo de energía, extienden los intervalos de mantenimiento y mejoran el costo total de propiedad en relación con los motores construidos con componentes del núcleo del rotor del estator de especificaciones más bajas.
Su dirección de correo electrónico no será publicada. Los campos obligatorios están marcados *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Teléfono/Teléfono:
+86-18861576796 +86-18261588866
Teléfono/Teléfono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Derechos de autor © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricantes de núcleos de estator y rotor
