 es
es
Núcleo de laminación del transformador: materiales y rendimiento
¿Qué es un núcleo de laminación de transformador y por qué es importante?
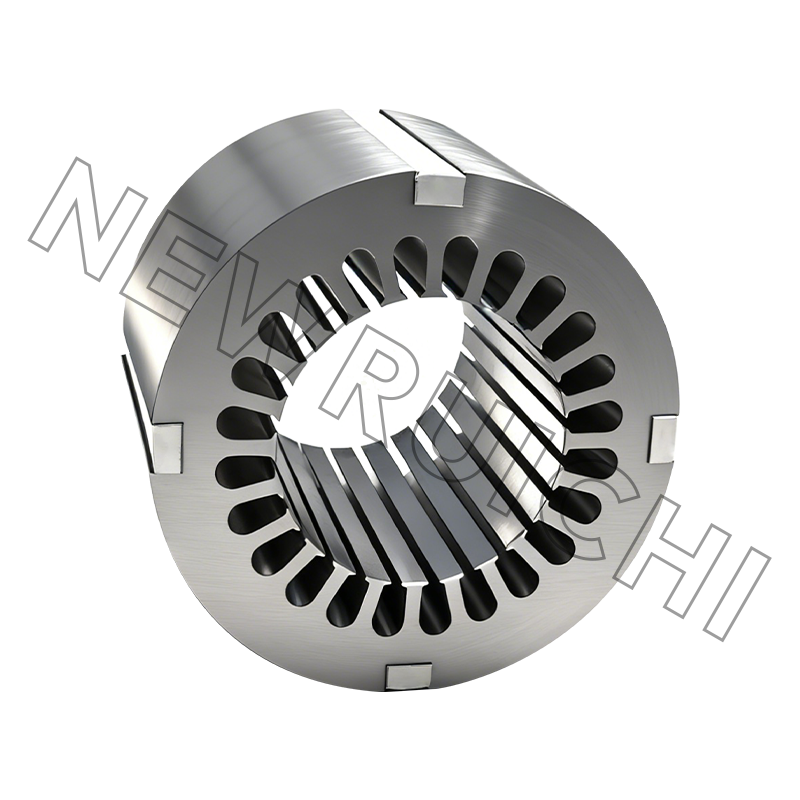
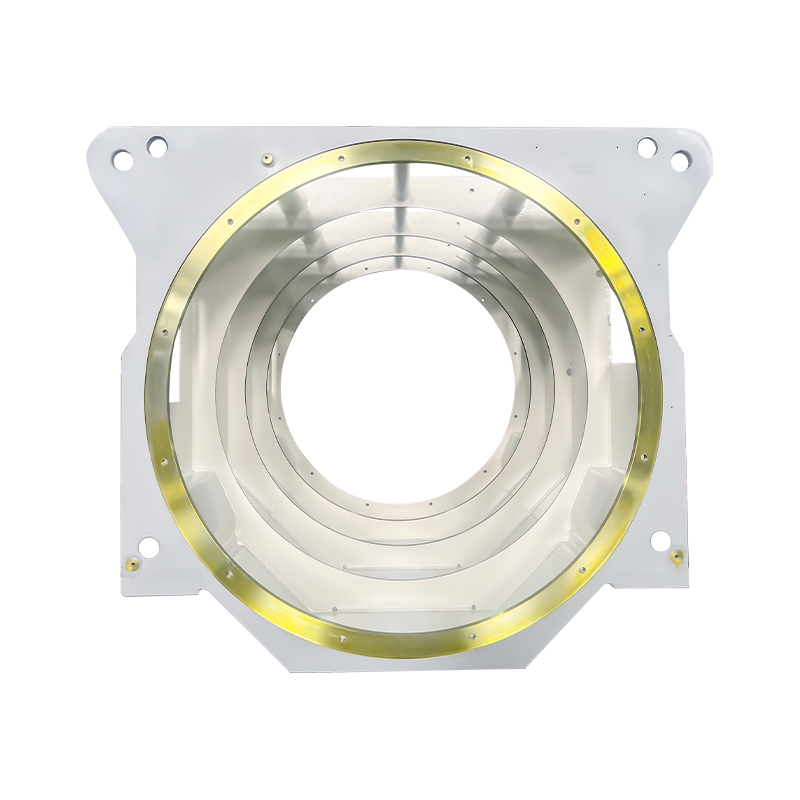
un núcleo de laminación del transformador es el corazón magnético de cualquier transformador. Se construye apilando finas láminas de acero eléctrico, comúnmente conocidas como laminaciones, para formar un circuito magnético cerrado que canaliza el flujo magnético entre los devanados primario y secundario. A diferencia de un núcleo de hierro sólido, una estructura laminada reduce drásticamente las pérdidas por corrientes parásitas al interrumpir los caminos conductores a través de los cuales, de otro modo, fluirían corrientes circulantes no deseadas.
En la práctica, esta distinción es fundamental. Las corrientes parásitas generan calor y desperdician energía, lo que reduce la eficiencia general. Al aislar cada laminación con una fina capa de óxido o de barniz, el núcleo confina estas corrientes a láminas individuales, reduciendo drásticamente las pérdidas resistivas. El resultado es un núcleo que funciona a menor temperatura, funciona de manera más eficiente y dura mucho más bajo carga eléctrica continua.
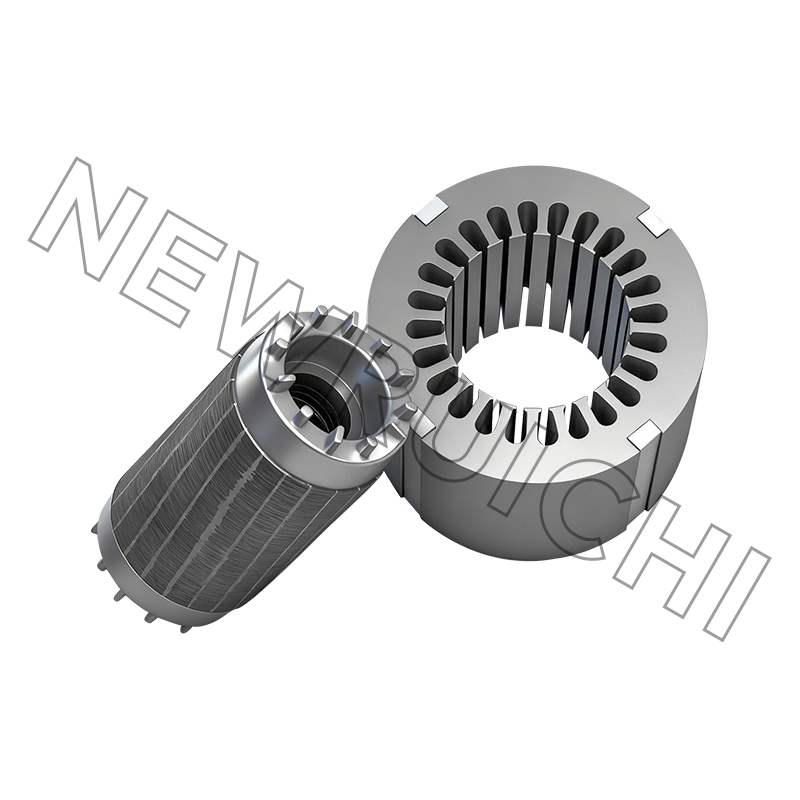
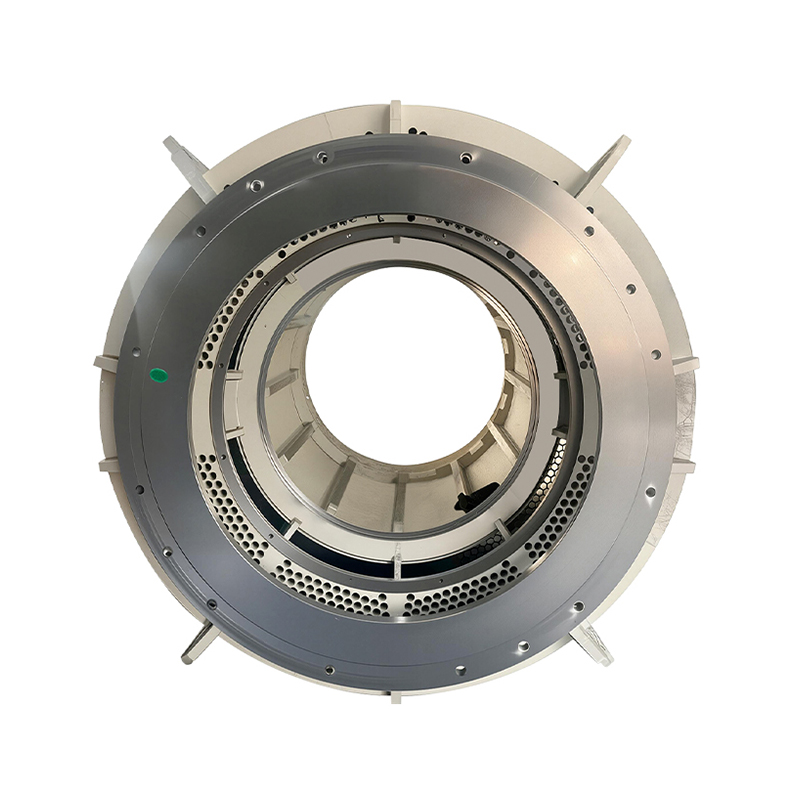
Los núcleos de laminación de transformadores se utilizan en una amplia gama de equipos eléctricos, desde transformadores de potencia que manejan voltajes a nivel de red, para transformadores de corriente utilizado en circuitos de medida y protección, para reactores que gestionan la potencia reactiva en sistemas industriales. La geometría, la calidad del material y la calidad de fabricación del núcleo determinan directamente el rendimiento de cada uno de estos dispositivos.
Acero al silicio: la base material del rendimiento central
La elección del grado de acero es posiblemente la decisión más importante en el diseño del núcleo de laminación de un transformador. Dos categorías principales de acero al silicio Se utilizan en la industria: de grano orientado y no orientado. Cada uno tiene distintas propiedades magnéticas que lo hacen adecuado para diferentes aplicaciones.
Acero al silicio de grano orientado
Acero al silicio de grano orientado se fabrica de manera que su estructura de grano cristalino se alinee en una sola dirección, generalmente a lo largo de la dirección de rodamiento. Esta alineación le proporciona una pérdida central excepcionalmente baja y una alta permeabilidad cuando el flujo magnético fluye paralelo a esa dirección. Es el material preferido para transformadores de potencia donde la ruta del flujo es fija y la eficiencia es primordial. Los valores típicos de pérdida en el núcleo para acero de grano orientado de alta calidad oscilan entre 0,85 y 1,05 W/kg a 1,7 T y 50 Hz, lo que lo convierte en uno de los materiales magnéticos blandos con mayor eficiencia energética disponibles comercialmente.
Acero al silicio no orientado
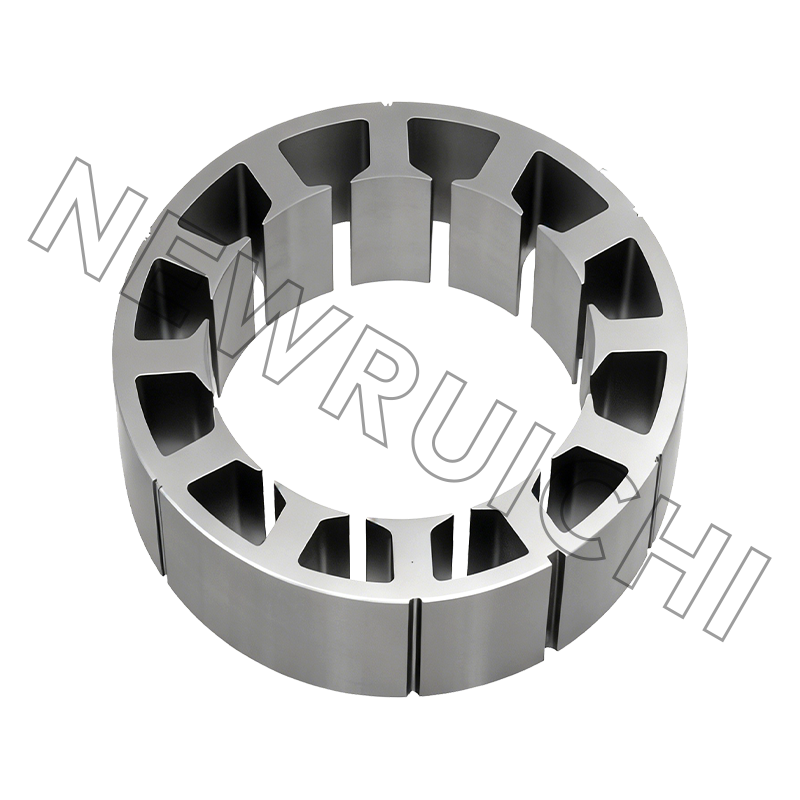
Acero al silicio no orientado Tiene una distribución de grano más uniforme, lo que le confiere propiedades magnéticas consistentes en todas las direcciones. Si bien su pérdida de núcleo por kilogramo es algo mayor que la de los grados de grano orientado, su naturaleza isotrópica lo hace ideal para máquinas rotativas y aplicaciones donde cambia la dirección del flujo, incluidos ciertos diseños de reactores y especialidad transformadores de corriente . También es más fácil estampar formas complejas, lo que añade flexibilidad de fabricación.
La siguiente tabla compara los dos tipos de acero al silicio según métricas clave de rendimiento:
| Propiedad | Orientado al grano | No orientado |
|---|---|---|
| Pérdida del núcleo (W/kg) | 0,85 – 1,05 | 2,0 – 4,5 |
| Permeabilidad magnética | Muy alto (direccional) | Moderado (isotrópico) |
| Complejidad del estampado | moderado | Alta flexibilidad |
| Aplicación típica | Transformadores de potencia | Reactores, motores, CT |
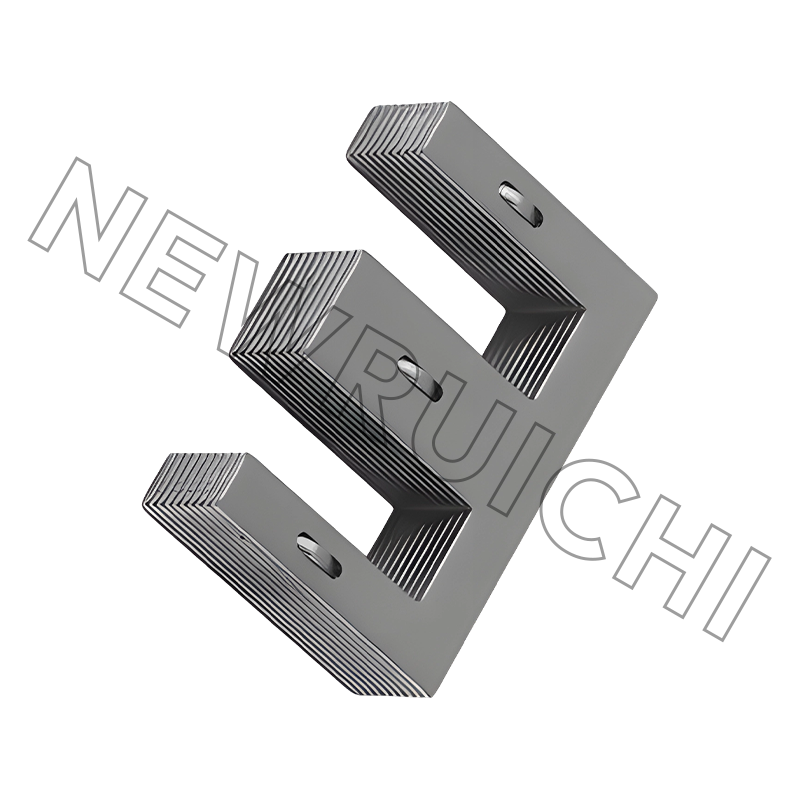
Estampado de precisión: convertir acero en bruto en laminaciones funcionales
Las bobinas de acero al silicio en bruto deben cortarse en formas precisas antes de poder ensamblarlas en un núcleo de laminación de transformador funcional. Estampado de precisión es el proceso de fabricación que logra esto, utilizando juegos de matrices endurecidos para perforar laminaciones en perfiles como E-I, C, U o formas toroidales con tolerancias tan ajustadas como ±0,05 mm.
La calidad del proceso de estampado tiene un impacto directo en el rendimiento del núcleo. Las laminaciones mal cortadas introducen rebabas a lo largo de los bordes: protuberancias metálicas microscópicas que pueden unir hojas adyacentes y crear atajos conductores. Estos puentes restauran los mismos caminos de corrientes parásitas que la laminación está diseñada para eliminar. El estampado de alta precisión con herramientas afiladas y bien mantenidas produce caras de corte limpias que preservan la integridad del revestimiento de la superficie aislante de cada hoja.
Parámetros clave que los controles de estampado de precisión incluyen:
- Espesor de laminación: Los grados estándar varían de 0,23 mm a 0,50 mm. Las laminaciones más delgadas reducen aún más las pérdidas por corrientes parásitas, pero requieren herramientas más precisas y aumentan la complejidad del ensamblaje.
- Altura de la rebaba: Controlado por debajo de 0,03 mm en producción de alta calidad para evitar cortocircuitos interlaminares.
- Consistencia dimensional: Las dimensiones uniformes en miles de piezas garantizan una pila ajustada y sin espacios con una reluctancia magnética predecible.
- Factor de apilamiento: La relación entre el material magnético y la altura total de la pila (normalmente entre el 95% y el 98% para los núcleos estampados con precisión) afecta directamente la densidad y la eficiencia del flujo.
El papel del recocido en la restauración de propiedades magnéticas
El estampado es mecánicamente agresivo. Las tensiones cortantes introducidas durante el corte distorsionan la estructura del grano cristalino del acero al silicio, degradando su permeabilidad magnética y aumentando la pérdida del núcleo, a veces entre un 20% y un 40% en comparación con el material virgen. Aquí es donde el proceso de recocido se vuelve esencial.
unnnealing involves heating the stamped laminations to a controlled temperature — typically between 750°C and 850°C for non-oriented grades, and around 820°C for grain-oriented steel — and holding them there for a defined soak time before controlled cooling. This thermal cycle allows dislocations and residual stresses in the grain structure to relax and reorder, restoring the material's low-loss magnetic character.
Más allá del alivio de tensiones, el recocido en una atmósfera controlada también reconstruye o mejora la capa de óxido de la superficie aislante en cada laminación. Esta capa es crítica para el aislamiento eléctrico entre láminas. Los fabricantes que se saltan el paso de recocido o lo realizan de forma inadecuada corren el riesgo de producir núcleos más ruidosos, más calientes y menos eficientes de lo especificado, un problema importante para sistemas de transmisión y distribución de energía donde se espera un funcionamiento continuo durante décadas.
Diseño de bajo ruido: abordar la magnetoestricción en la fuente
El ruido es un criterio de rendimiento que a menudo se pasa por alto para los núcleos de laminación de transformadores. La fuente principal del zumbido del transformador es magnetoestricción — el alargamiento y la contracción físicos de las laminaciones de acero al silicio a medida que se magnetizan cíclicamente, normalmente al doble de la frecuencia de suministro (sistemas de 100 Hz a 50 Hz). Este ciclo dimensional genera vibraciones que se irradian como ruido audible desde la estructura central.
La reducción del ruido magnetoestrictivo requiere atención en múltiples etapas del diseño y fabricación del núcleo:
- Seleccionando Grados de acero al silicio de baja magnetoestricción. , particularmente Hi-B o material orientado a grano refinado de dominio, que exhibe una tensión dimensional significativamente menor bajo flujo magnético alterno.
- Optimizando el diseño conjunto — juntas escalonadas, donde las laminaciones se superponen en capas escalonadas, reducen la concentración de flujo localizada en las esquinas y juntas, cortando directamente la amplitud de la vibración.
- Mantener consistente presión de sujeción a lo largo de la pila para que las laminaciones no puedan vibrar libremente entre sí durante la operación.
- unpplying recocido para aliviar tensiones después del montaje cuando corresponda, minimizando la tensión mecánica incorporada que amplifica la respuesta a la vibración.
Estas medidas combinadas son particularmente importantes para transformadores instalados en entornos residenciales, comerciales o industriales sensibles al ruido, donde la acústica operativa está sujeta a límites regulatorios.
unpplications in Power Transmission and Distribution Systems
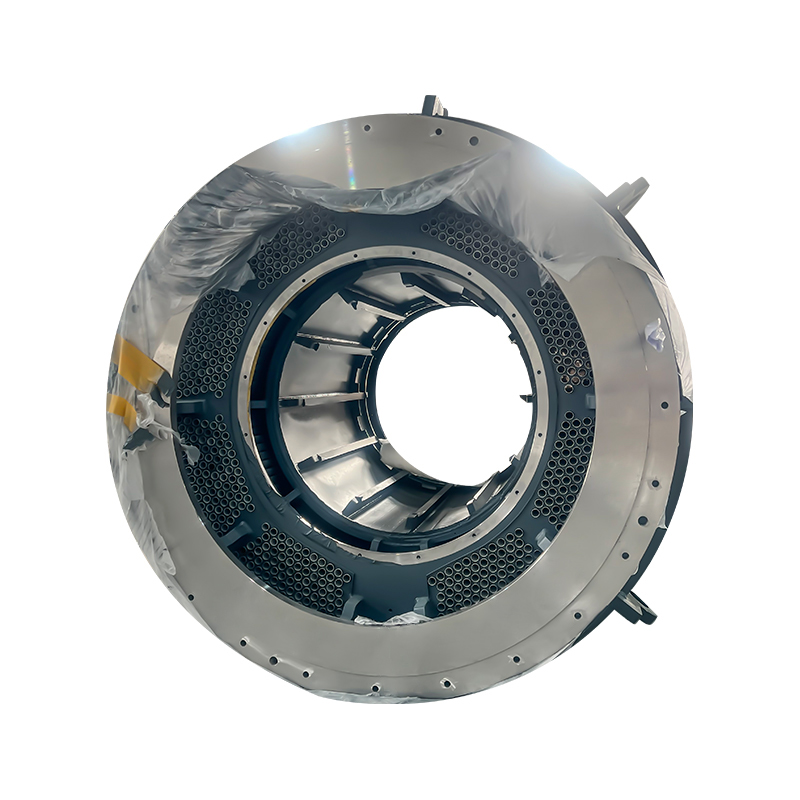
El núcleo de laminación del transformador no es un componente de un solo uso: es una tecnología habilitadora en una variedad de equipos eléctricos que sustenta la tecnología moderna. sistemas de transmisión y distribución de energía . Comprender cómo las opciones de diseño central se relacionan con aplicaciones específicas ayuda a los ingenieros a seleccionar la configuración central correcta desde el principio.
Transformadores de potencia (ya sean unidades de clase de distribución que prestan servicio a vecindarios o grandes unidades de subestaciones que reducen los voltajes de transmisión) exigen núcleos con la menor pérdida de núcleo posible y una alta densidad de flujo de saturación. La opción estándar es el acero al silicio de grano orientado ensamblado con juntas escalonadas y laminaciones recocidas con precisión.
Transformadores de corriente utilizados en protección y medición requieren núcleos con muy alta precisión y linealidad en un amplio rango de corriente. En este caso, los espesores de laminación pequeños y un control dimensional estricto son esenciales para mantener la fidelidad de la medición en todo el rango de carga.
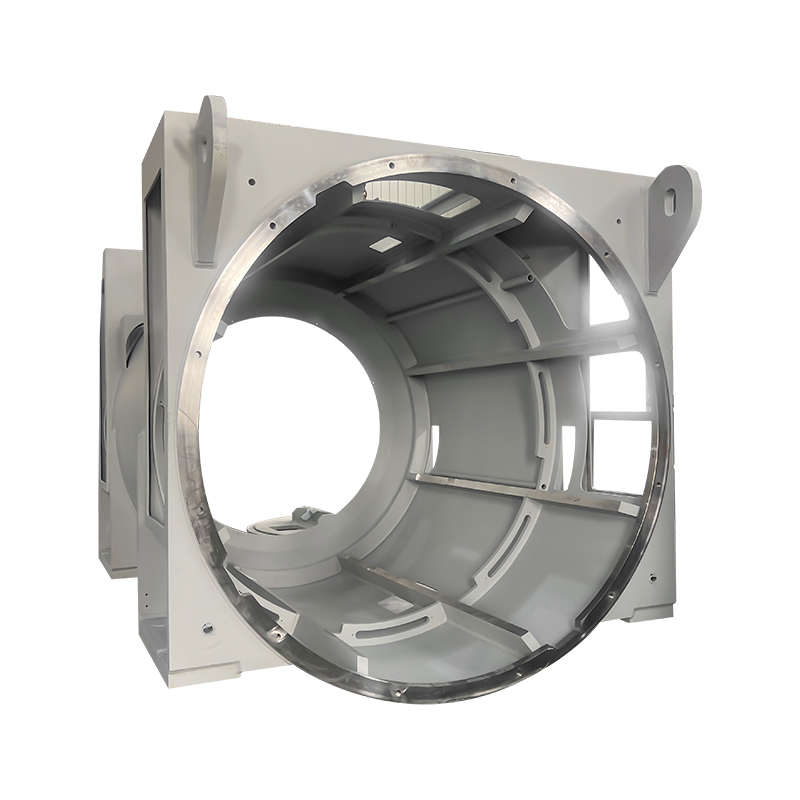
reactores , utilizados para limitar las corrientes de falla o gestionar la compensación de potencia reactiva, a menudo incorporan núcleos separados donde un entrehierro deliberado controla la inductancia. Con frecuencia se elige acero al silicio no orientado para estas aplicaciones debido a los patrones de flujo multidireccionales involucrados. El estampado de precisión garantiza que los espacios de aire sean consistentes y repetibles en todos los lotes de producción, lo que está directamente relacionado con la tolerancia de inductancia del reactor.
uncross all these applications, the combination of high-quality silicon steel, precision stamping, and proper annealing processes translates directly into improved energy conversion performance, lower operating temperatures, and longer service life — outcomes that reduce total cost of ownership for utility operators and industrial end users alike.
Su dirección de correo electrónico no será publicada. Los campos obligatorios están marcados *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Teléfono/Teléfono:
+86-18861576796 +86-18261588866
Teléfono/Teléfono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Derechos de autor © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricantes de núcleos de estator y rotor
