 es
es
Guía de expansión térmica y bobinas de acero al silicio
Por qué la expansión térmica es una variable crítica en las aplicaciones de acero al silicio
Cuando los ingenieros seleccionan materiales para núcleos de motores eléctricos, laminaciones de transformadores y estatores de generadores, las propiedades electromagnéticas como la pérdida del núcleo y la permeabilidad magnética dominan la conversación. Sin embargo, una propiedad mecánica determina consistentemente si un circuito magnético bien diseñado funciona de manera confiable durante su vida útil: la coeficiente de expansión térmica del acero . Para bobinas de acero al silicio procesados en pilas de laminación, comprender la expansión térmica no es una preocupación secundaria: es fundamental para la estabilidad dimensional, el ajuste del ensamblaje y la consistencia electromagnética a largo plazo.
El coeficiente de expansión térmica (CTE) describe cuánto se expande o contrae un material por unidad de longitud por cada grado de cambio de temperatura, expresado en unidades de μm/(m·°C) o 10⁻⁶/°C. Para acero al carbono estándar, el CTE es aproximadamente 11–12 × 10⁻⁶/°C . El acero al silicio (hierro aleado con 1,5 a 4,5 % de silicio) exhibe un CTE ligeramente más bajo, típicamente en el rango de 10–11,5 × 10⁻⁶/°C , dependiendo del contenido de silicio y la orientación del grano. Esta reducción, aunque modesta en términos absolutos, tiene consecuencias mensurables cuando las pilas de laminación funcionan en amplios rangos de temperatura, como es el caso de los motores de tracción para vehículos eléctricos o grandes transformadores de potencia sujetos a ciclos de carga.
Cómo el contenido de silicio modifica el coeficiente de expansión térmica del acero
Las adiciones de silicio al hierro tienen un doble propósito: aumentan la resistividad eléctrica (reduciendo las pérdidas por corrientes parásitas) y alteran la estructura de la red cristalina de maneras que afectan tanto la anisotropía magnética como el comportamiento térmico. A medida que el contenido de silicio aumenta del 1% al 4,5%, el CTE de la aleación disminuye progresivamente. Esto ocurre porque los átomos de silicio, al ser más pequeños que los átomos de hierro, distorsionan la red cúbica centrada en el cuerpo (BCC) y endurecen los enlaces interatómicos, reduciendo la amplitud de la vibración atómica inducida térmicamente.
Variación del CTE entre grados de acero al silicio
| Materiales | Contenido de Si (%) | CET (×10⁻⁶/°C) | Uso típico |
|---|---|---|---|
| Acero bajo en carbono | 0 | 11,7–12,0 | estructurales generales |
| Acero al silicio no orientado (baja calidad) | 1,5–2,5 | 11,0–11,5 | Pequeños motores, balastros. |
| Acero al silicio no orientado (alta calidad) | 2,5–3,5 | 10,5–11,0 | Motores de tracción para vehículos eléctricos, generadores |
| Acero al silicio de grano orientado (GO) | 3,0–3,5 | 10,0–10,8 | Transformadores de potencia y distribución. |
| GO de alta permeabilidad (HiB) | 3,0–3,5 | 10,0–10,5 | Grandes transformadores de potencia |
La dirección de medición también es importante para las calidades orientadas al grano. Debido a que la textura de Goss alinea los granos predominantemente en la dirección de laminación, el CTE en la dirección de laminación y en la dirección transversal difieren ligeramente, generalmente entre 0,3 y 0,5 × 10⁻⁶/°C. Esta anisotropía debe tenerse en cuenta al diseñar núcleos de transformadores ensamblados a partir de tiras cortadas en diferentes ángulos, ya que la expansión diferencial bajo ciclos de carga puede introducir tensiones interlaminares y acelerar la fatiga del revestimiento aislante.
Consecuencias prácticas de la expansión térmica en el ensamblaje de pilas de laminación
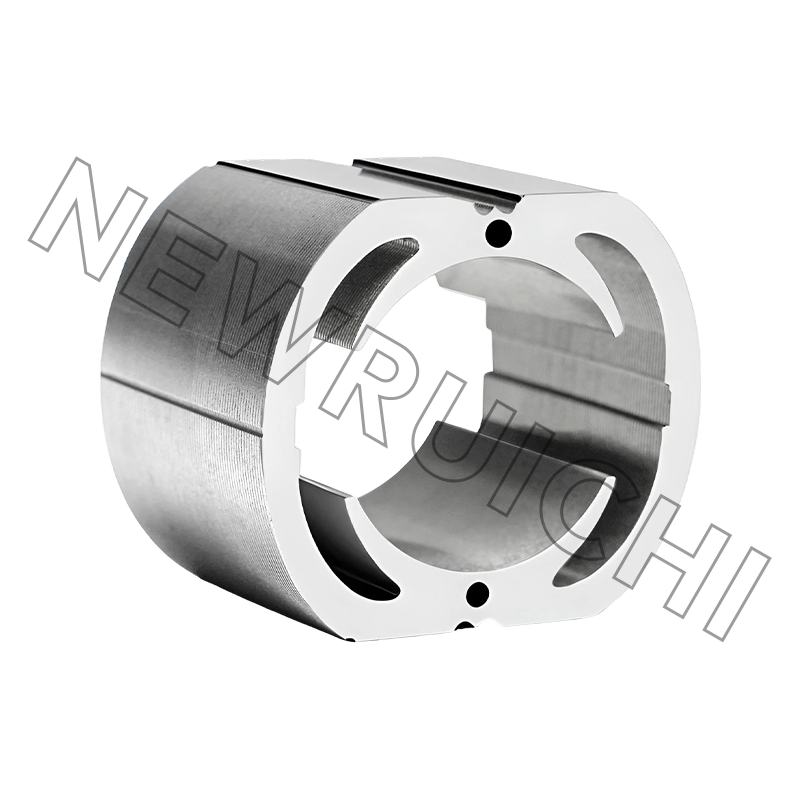
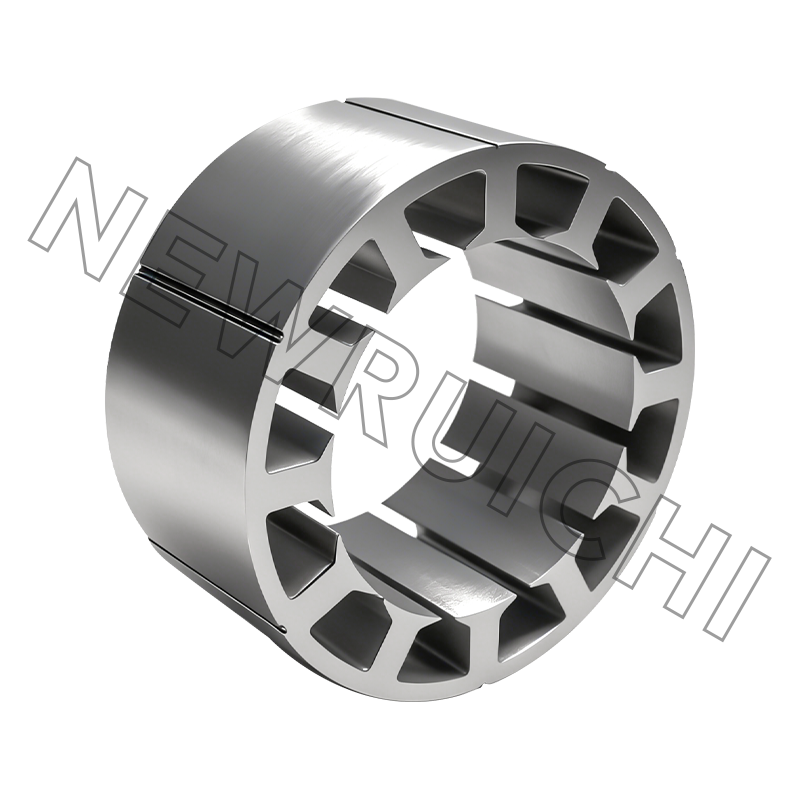
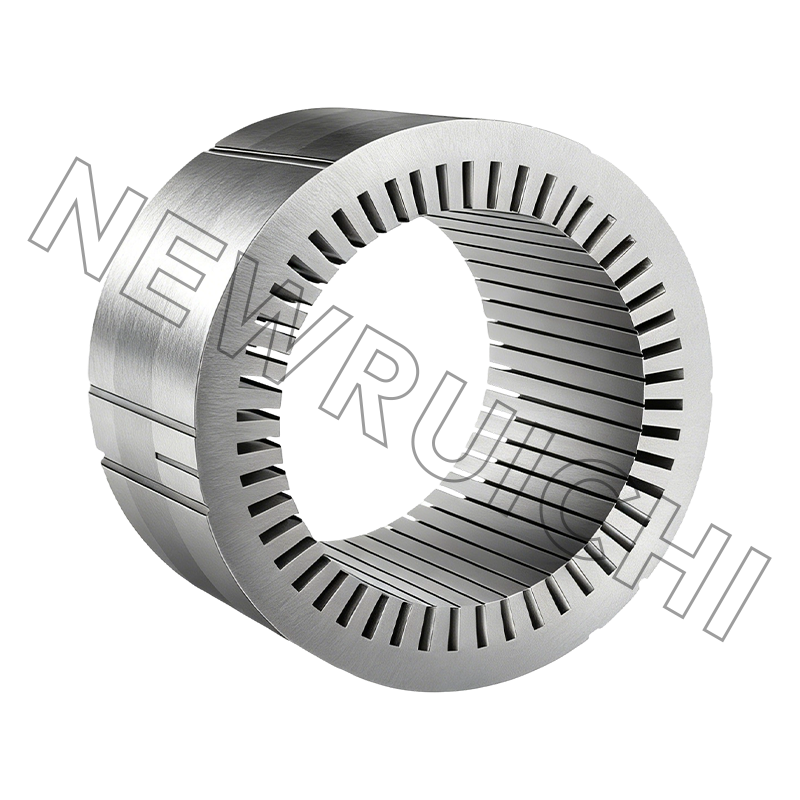
Una pila de laminaciones para un motor de tracción EV de alta velocidad puede contener entre 150 y 400 laminaciones individuales, cada una perforada a partir de bobinas de acero al silicio y apilados con precisión para formar el núcleo del estator o rotor. Durante el funcionamiento del motor, el calentamiento resistivo en los devanados y las pérdidas del núcleo en las laminaciones elevan la temperatura del núcleo entre 60 y 120 °C por encima de la temperatura ambiente, dependiendo de la carga y el diseño del sistema de refrigeración. A lo largo de este aumento de temperatura, cada laminación se expande según la coeficiente de expansión térmica del acero , y el diseño de la carcasa debe tener en cuenta el crecimiento axial acumulativo de la pila.
Para una pila axial de 200 mm que utiliza acero al silicio con un CTE de 10,8 × 10⁻⁶/°C y un aumento de temperatura de 100 °C, la expansión axial total es aproximadamente 0,216 milímetros . Si bien esto puede parecer insignificante, afecta directamente el ajuste de interferencia entre la pila de laminación y la carcasa del motor, un ajuste que debe permanecer lo suficientemente apretado para evitar el deslizamiento bajo torsión y al mismo tiempo no imponer una tensión circular destructiva durante el ciclo térmico. Los ingenieros que diseñan conjuntos de ajuste a presión o ajuste por contracción deben calcular la expansión diferencial entre el núcleo de acero al silicio y la carcasa de aluminio o hierro fundido (que tiene un CTE significativamente más alto de 21–24 × 10⁻⁶/°C para el aluminio) para garantizar que la unión permanezca estable en todo el rango de temperaturas de funcionamiento.
Desajuste de expansión térmica entre los materiales del núcleo y la carcasa
La falta de coincidencia de CTE entre las pilas de laminaciones de acero al silicio y las carcasas de motores de aluminio es una de las fuentes más comunes de fatiga mecánica en los componentes de la transmisión de vehículos eléctricos. A la temperatura de funcionamiento, la carcasa de aluminio se expande aproximadamente el doble que el núcleo de acero al silicio, lo que reduce el ajuste de interferencia inicial. Si el ajuste a presión inicial no se especifica lo suficiente, el núcleo puede aflojarse a altas temperaturas, generando vibración, desgaste por fricción y, en última instancia, ruido que indica una falla estructural. Por el contrario, si el ajuste se especifica en exceso para compensar la relajación térmica, la tensión circular impuesta sobre la pila de acero al silicio durante el ensamblaje y a bajas temperaturas puede causar delaminación o agrietamiento en los bordes de la laminación. Conocimiento preciso de la coeficiente de expansión térmica del acero Para el grado específico de acero al silicio que se utiliza, no un valor de acero genérico, son, por lo tanto, datos de entrada esenciales para los cálculos de tolerancia de la carcasa.
Cómo la precisión de corte y corte transversal afecta el rendimiento térmico de las bobinas de acero al silicio
la calidad de bobinas de acero al silicio tal como se entrega durante el proceso de corte y corte transversal tiene una relación directa con el comportamiento térmico de las pilas de laminación en servicio. Tres atributos de calidad específicos (planitud, condición de los bordes y tensión residual) interactúan con la expansión térmica para determinar si una laminación estampada mantiene su geometría prevista en todo el rango de temperaturas de funcionamiento.
- Conjunto de planicidad y bobina: Las bobinas de acero al silicio que llevan un juego excesivo de bobinas (una curvatura persistente debido al bobinado) producen laminaciones que no quedan perfectamente planas después del corte. Cuando una laminación con arco residual se apila y presiona en un núcleo, el contacto interlaminar no es uniforme. Durante el ciclo térmico, la expansión diferencial en las zonas de contacto y sin contacto introduce un movimiento relativo microscópico que degrada progresivamente el revestimiento aislante, aumenta la pérdida del núcleo con el tiempo y, en casos extremos, provoca un ruido de magnetoestricción audible.
- Calidad del borde cortado: La altura de las rebabas en los bordes cortados determina directamente el espacio interlaminar dentro de un núcleo apilado. Las rebabas altas crean espacios de aire localizados que reducen el factor de apilamiento efectivo: la relación entre el material magnético real y el volumen total de la pila. A medida que el núcleo se calienta y se enfría, el movimiento relativo inducido térmicamente entre laminaciones puede hacer que las puntas de las rebabas penetren el revestimiento aislante de las laminaciones adyacentes, creando cortocircuitos eléctricos que aumentan drásticamente las pérdidas por corrientes parásitas y aceleran el calentamiento local.
- Estrés residual del procesamiento: El corte longitudinal y transversal en frío introduce tensiones residuales de tracción y compresión en los bordes cortados. Estas tensiones alteran la permeabilidad magnética local (efecto magnetoelástico) e interactúan con tensiones inducidas térmicamente durante la operación para producir una distribución de flujo no uniforme dentro de la laminación. Para aplicaciones de alta frecuencia, como motores de alta velocidad por encima de 10.000 rpm, esta falta de uniformidad aumenta considerablemente la pérdida del núcleo y reduce la eficiencia.
Las operaciones de corte profesionales abordan los tres problemas mediante un control preciso de la holgura de la hoja (normalmente entre un 0,5 % y un 1,5 % del espesor del material), pasadas de nivelación de tensión para corregir la configuración de la bobina antes del corte y desbarbado de los bordes cuando sea necesario. El resultado es bobinas de acero al silicio con rendimiento electromagnético constante y planicidad que se traducen directamente en pilas de laminación térmicamente estables y de baja pérdida.
Especificación de bobinas de acero al silicio para aplicaciones térmicamente exigentes
Al abastecerse bobinas de acero al silicio Para aplicaciones donde los ciclos térmicos son severos (motores de tracción para vehículos eléctricos, motores accionados por inversores de alta frecuencia, grandes transformadores de potencia o generadores industriales), la especificación del material debe abordar explícitamente los requisitos tanto electromagnéticos como termomecánicos. Depender únicamente de las designaciones de grado (como M270-35A o 35W250) sin verificar los datos CTE del proveedor, el tipo de revestimiento aislante y la calidad del procesamiento puede provocar fallas en el campo que son difíciles de rastrear hasta la causa raíz del material.
Los siguientes parámetros deben confirmarse con el proveedor de acero al silicio antes de finalizar la selección de materiales para diseños térmicamente exigentes:
- Valor CTE medido para el grado y espesor específicos: Solicite datos de prueba, no estimaciones manuales, particularmente para grados con alto contenido de silicio donde la variación del contenido de silicio de un lote a otro puede cambiar la situación. coeficiente de expansión térmica del acero por 0,3–0,5 × 10⁻⁶/°C.
- Clasificación de estabilidad térmica del revestimiento aislante: Los recubrimientos C2, C3, C4 y C5 difieren en su resistencia a las temperaturas de recocido de alivio de tensión (normalmente 750–850 °C). Si el recocido posterior al estampado es parte del proceso, el recubrimiento debe sobrevivir al ciclo térmico sin degradar la adhesión o la resistencia interlaminar.
- Garantía de tolerancia de planitud y factor de apilamiento: Para núcleos de precisión, especifique el arco máximo permitido por unidad de longitud y el factor de apilamiento mínimo (por ejemplo, ≥97%) para garantizar un contacto interlaminar térmicamente estable a través de la pila.
- Tolerancia del ancho de hendidura y límite de altura de las rebabas: Las tolerancias estrictas del ancho de las hendiduras (±0,05 mm o mejor) y las alturas máximas de las rebabas (normalmente ≤0,02 mm para calibres delgados) son esenciales para mantener un apilado consistente y evitar daños al recubrimiento durante el ciclo térmico en servicio.
Trabajar con un proveedor que combina un profundo conocimiento de los materiales con capacidades profesionales de corte y corte transversal elimina la brecha entre la certificación del material y la calidad de la bobina lista para el proceso. cuando el coeficiente de expansión térmica del acero de su acero al silicio se conoce con precisión y su bobinas de acero al silicio se entregan con planitud y calidad de borde verificadas, la expansión térmica se convierte en una variable de diseño manejable en lugar de una fuente impredecible de fallas en el campo.

Su dirección de correo electrónico no será publicada. Los campos obligatorios están marcados *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Teléfono/Teléfono:
+86-18861576796 +86-18261588866
Teléfono/Teléfono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Derechos de autor © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricantes de núcleos de estator y rotor
