 es
es
Guía de compra de núcleos de transformador de acero al silicio
Por qué el material del núcleo y el procesamiento definen el rendimiento del transformador
En cualquier transformador, el núcleo no es simplemente un componente estructural: es el motor magnético que determina la eficiencia con la que la energía eléctrica se mueve del devanado primario al secundario. La elección del material del núcleo, la orientación del grano, la geometría de laminación y el tratamiento de posprocesamiento determinan directamente cuánta energía se pierde en forma de calor durante la operación, cuánto ruido acústico genera la unidad bajo carga y qué tan confiable se desempeña el transformador durante una vida útil que puede abarcar décadas. Para los ingenieros que especifican núcleos para transformadores de potencia, transformadores de corriente, reactores y equipos de distribución, comprender estas variables no es académico: se traduce directamente en eficiencia del sistema, costo operativo y cumplimiento de estándares energéticos cada vez más estrictos.
un Núcleo de transformador de acero al silicio. ofrece una combinación de propiedades que ningún otro material disponible comercialmente iguala a escala: alta permeabilidad magnética, densidad de flujo de saturación controlada, baja pérdida por histéresis y la capacidad de procesarse en geometrías de laminación precisas. Cuando se fabrican con una orientación de grano y un tratamiento superficial adecuados, los núcleos de acero al silicio superan consistentemente a las alternativas en el rango de frecuencia eléctrica (50/60 Hz) que define la gran mayoría de los equipos eléctricos conectados a la red.
Acero al silicio orientado versus no orientado: elección del grado correcto
Acero al silicio utilizado en núcleos de transformador está disponible en dos formas microestructurales fundamentalmente diferentes, cada una adecuada para diferentes aplicaciones. La distinción entre ellos afecta no sólo al rendimiento magnético sino también a los procesos de fabricación necesarios para convertir el material en tiras en bruto en laminaciones terminadas.
Acero al silicio de grano orientado
El acero al silicio de grano orientado (GO) se produce mediante una secuencia de laminado y recocido cuidadosamente controlada que alinea los dominios magnéticos del material predominantemente a lo largo de la dirección de laminado. Esta alineación le da al acero GO su característica definitoria: pérdida del núcleo excepcionalmente baja y alta permeabilidad cuando el flujo magnético corre paralelo a la dirección de laminación. En la práctica, esto significa que el acero GO ofrece su mejor rendimiento en brazos y yugos de transformadores donde la trayectoria del flujo está bien definida y es esencialmente unidireccional.
Los modernos grados de alta permeabilidad (HiB) de acero al silicio de grano orientado logran pérdidas en el núcleo tan bajas como 0,85 W/kg a 1,7 T y 50 Hz, y valores de permeabilidad que permiten a los diseñadores reducir las secciones transversales del núcleo y el peso total del transformador sin sacrificar el rendimiento magnético. Estas propiedades hacen del acero al silicio GO el material elegido para grandes transformadores de potencia, transformadores de distribución y cualquier aplicación en la que se deban minimizar las pérdidas sin carga para cumplir con los mandatos de eficiencia, como los estándares EU Tier 2 o DOE.
Acero al silicio no orientado
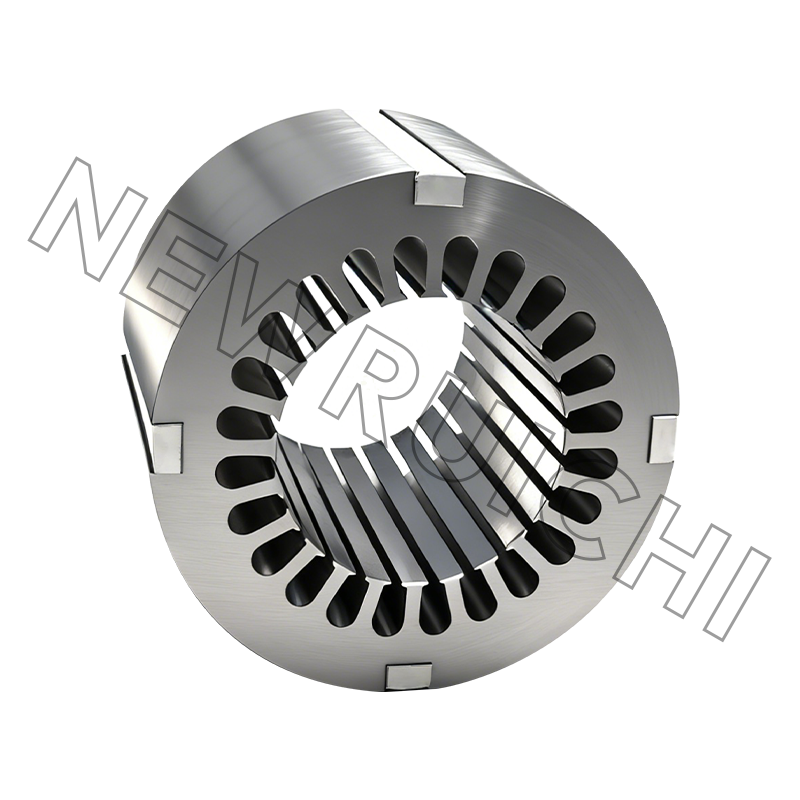
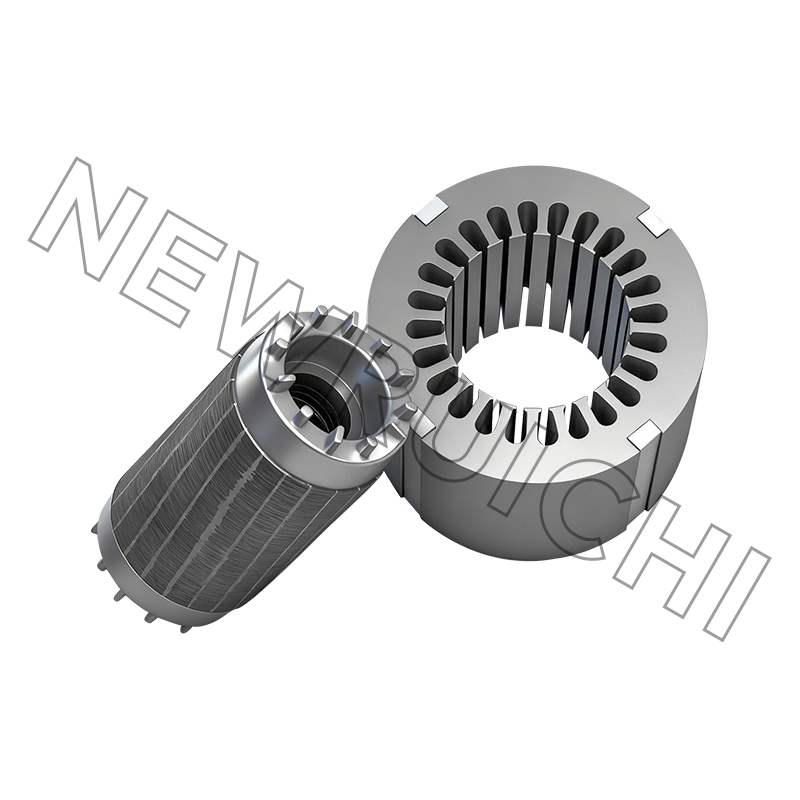
El acero al silicio no orientado (NO) tiene una estructura de grano más aleatoria, lo que le confiere propiedades magnéticas más uniformes en todas las direcciones dentro del plano de la lámina. Esta isotropía lo hace adecuado para aplicaciones donde la trayectoria del flujo cambia de dirección: máquinas giratorias, reactores con geometrías de flujo complejas y ciertos diseños de transformadores de corriente. Si bien el acero NO tiene mayores pérdidas en el núcleo que los grados GO en el mismo nivel de inducción, su comportamiento isotrópico simplifica el diseño del núcleo en geometrías donde no se puede mantener una única dirección de flujo en todo el circuito magnético.
Para los núcleos de reactores, donde la trayectoria del flujo puede pasar a través de múltiples ramas en diferentes ángulos, el acero al silicio no orientado proporciona un equilibrio práctico entre rendimiento magnético y flexibilidad de fabricación. También se utiliza ampliamente en núcleos de transformadores de corriente donde la geometría toroidal o de anillo significa que el flujo viaja alrededor de la circunferencia del núcleo en lugar de en una única dirección lineal.
Cómo el estampado de precisión crea un núcleo de laminación de transformador de alta calidad
El camino desde la tira de acero al silicio hasta el núcleo laminado del transformador terminado pasa por varias etapas de fabricación, cada una de las cuales tiene consecuencias mensurables para el rendimiento magnético y acústico final del núcleo. El estampado, también llamado punzonado o corte, es el proceso mediante el cual se cortan formas de laminación individuales de la tira laminada. La calidad de esta operación determina la precisión dimensional de cada laminación, el estado de los bordes cortados y, en última instancia, la uniformidad de la pila ensamblada.
El estampado de precisión utiliza juegos de troqueles endurecidos mantenidos con tolerancias estrictas, que generalmente mantienen una precisión dimensional dentro de ±0,05 mm para características críticas como radios de esquina, anchos de ranuras y ángulos de juntas escalonadas. Este nivel de precisión es importante porque las regiones de unión de una pila de laminación, donde las piezas separadas de acero se topan o se superponen entre sí, son la fuente principal tanto de pérdidas elevadas en el núcleo como de ruido audible. El estampado impreciso crea espacios y desalineaciones en estas uniones, lo que obliga al flujo a cruzar espacios de aire y genera calentamiento localizado y vibración magnetoestrictiva.
Los diseños de juntas escalonadas, en los que las capas sucesivas de laminación se compensan con un incremento fijo, distribuyen la reluctancia de la junta entre múltiples capas y reducen significativamente los picos de densidad de flujo que causan ruido y pérdidas. Lograr una geometría de paso consistente en toda una serie de producción requiere herramientas de estampado que mantengan su precisión durante millones de ciclos, un estándar que separa a los fabricantes de laminación de precisión de los proveedores de productos básicos.
El papel del recocido para lograr una baja pérdida del núcleo
El estampado introduce deformación plástica en el acero al silicio a lo largo de los bordes cortados y en las regiones de la laminación que experimentan contacto con el troquel. Esta deformación altera la estructura granular del material, creando tensiones residuales que elevan la pérdida de histéresis y reducen la permeabilidad en las zonas afectadas. Para laminaciones delgadas (0,23–0,35 mm), la proporción de la sección transversal afectada por daños en los bordes puede ser significativa, lo que hace que el alivio de tensiones sea un paso crítico en el posprocesamiento.
unnnealing addresses this by heating the stamped laminations to a temperature typically between 750°C and 850°C in a controlled atmosphere—usually nitrogen or hydrogen—for a defined dwell time, then cooling at a controlled rate. This thermal cycle allows the dislocated grain boundaries introduced by stamping to recover, restoring the magnetic properties of the steel close to its pre-stamping condition. In practice, properly annealed laminations show hysteresis loss reductions of 15–30% compared to unannealed parts, and a corresponding improvement in permeability that allows cores to operate at lower excitation current.
La atmósfera de recocido es igualmente importante. La contaminación por oxígeno durante el recocido degrada el revestimiento aislante de la superficie de laminación, lo que aumenta las rutas de corrientes parásitas entre las capas y aumenta la pérdida total del núcleo. El recocido en atmósfera controlada en un ambiente de gas inerte o reductor preserva el aislamiento interlaminar y mantiene el beneficio completo del tratamiento de alivio de tensiones.
Comparación de rendimiento: pérdida de núcleos por material y calidad
La siguiente tabla resume los valores típicos de pérdida en el núcleo para grados comunes de acero al silicio utilizados en la fabricación de núcleos de laminación de transformadores, probados a 1,5 T y 50 Hz. Estos valores representan la pérdida específica total del núcleo (W/kg) combinando componentes de histéresis y corrientes parásitas:
| Tipo de material | Ejemplo de calificación | Espesor (mm) | Pérdida del núcleo a 1,5 T/50 Hz (W/kg) | Aplicación típica |
| HiB orientado al grano | 27RGH095 | 0.27 | 0.95 | Transformador de potencia grande |
| Estándar orientado al grano | 30Q120 | 0.30 | 1.20 | Transformador de distribución |
| No orientado (bajas pérdidas) | 35WW250 | 0.35 | 2.50 | Reactor, transformador de corriente |
| No orientado (estándar) | 50W470 | 0.50 | 4.70 | Pequeño transformador, relé |
unpplications of Low Core Loss Silicon Steel Transformer Cores
La demanda de un núcleo de transformador de acero al silicio con baja pérdida de núcleo está impulsada por la presión regulatoria, la economía operativa y la sensibilidad al ruido, factores que varían en peso dependiendo de la aplicación pero que están presentes en todos los sectores principales que utilizan equipos de conversión de energía.
- Transformadores de transmisión y distribución de energía: Las pérdidas sin carga en los transformadores de distribución funcionan continuamente durante 8.760 horas al año, independientemente de la carga. Una reducción de 0,1 W/kg en la pérdida específica del núcleo en una población de transformadores se traduce en ahorros de energía mensurables a nivel de la red, razón por la cual los niveles de eficiencia (IE1 a IE3 para transformadores de distribución) se están volviendo obligatorios en los principales mercados.
- Transformadores de corriente: unccuracy class compliance (IEC 61869) depends on the core's magnetic linearity and low excitation current. A transformer lamination core with high permeability and low hysteresis loss allows current transformers to maintain measurement accuracy across a wide primary current range without excessive secondary burden.
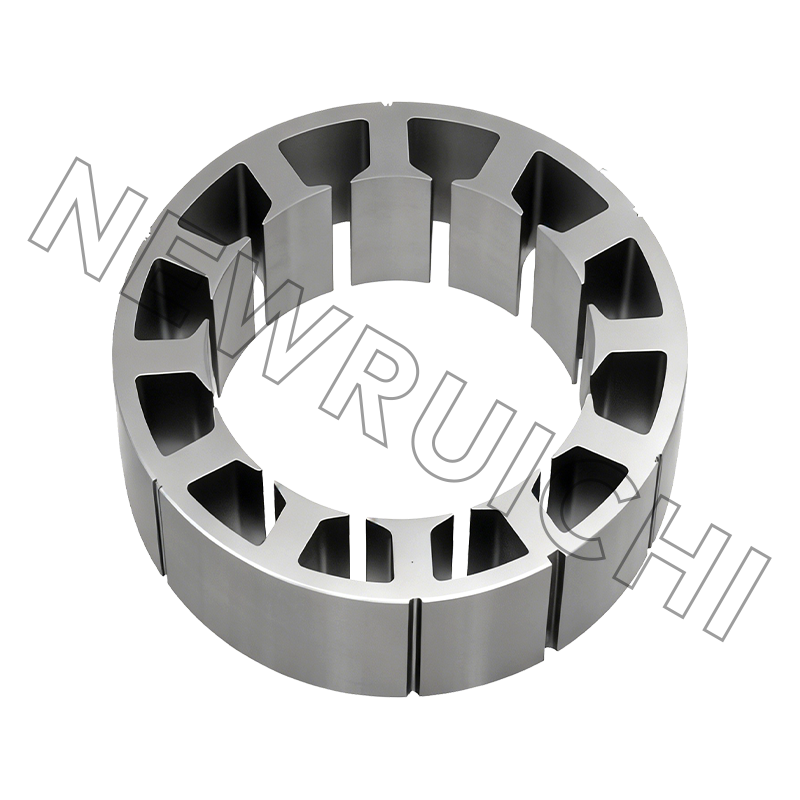
- Reactores e inductores: unir-gap reactors used in power factor correction, harmonic filtering, and variable frequency drives require cores that maintain stable permeability under DC bias and AC ripple simultaneously. Non-oriented silicon steel cores with controlled air gaps provide the inductance stability these applications demand.
- Instalaciones sensibles al ruido: Los transformadores instalados en áreas residenciales, hospitales y centros de datos enfrentan estrictos límites de emisión acústica. Los materiales de baja pérdida en el núcleo producen inherentemente menos tensión magnetoestrictiva, y el estampado de precisión con juntas escalonadas minimiza la excitación mecánica que convierte esta tensión en sonido audible.
Factores clave que se deben verificar al adquirir núcleos de transformadores de acero al silicio
Al evaluar un proveedor de núcleos de laminación para transformadores, las siguientes especificaciones técnicas deben confirmarse con datos de prueba en lugar de aceptarse como afirmaciones nominales:
- Certificados de prueba de pérdida de núcleo: unsk for Epstein frame or single sheet tester (SST) measurements at the induction levels and frequencies relevant to your design, not only at the standard 1.5 T/50 Hz reference point.
- Resistencia de aislamiento de la superficie de laminación: La integridad del revestimiento de aislamiento interlaminar debe verificarse mediante un probador Franklin o equivalente, y los resultados se informan en ohm·cm².
- Informes de inspección dimensional: Las dimensiones críticas, en particular la separación de las juntas, la consistencia del desplazamiento del traslape y la planitud de la laminación, deben documentarse para cada lote de producción.
- unnnealing process documentation: Confirme que el recocido posterior al estampado se realice en una atmósfera controlada y que los perfiles de temperatura estén registrados y sean rastreables para cada lote de producción.
- Trazabilidad de materiales: La tira de acero al silicio utilizada debe tener su origen en una fábrica certificada con propiedades magnéticas documentadas según IEC 60404 o normas nacionales equivalentes.
Para la infraestructura de transmisión y distribución de energía, donde los núcleos de los transformadores operan continuamente durante 30 años o más, especificar componentes verificados del núcleo del transformador de acero al silicio con baja pérdida de núcleo, respaldados por documentación de proceso y datos de pruebas independientes, es el paso más efectivo que un equipo de adquisiciones puede tomar para reducir los costos totales del ciclo de vida y cumplir los objetivos de eficiencia de la red.

Su dirección de correo electrónico no será publicada. Los campos obligatorios están marcados *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Teléfono/Teléfono:
+86-18861576796 +86-18261588866
Teléfono/Teléfono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Derechos de autor © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricantes de núcleos de estator y rotor
