 es
es
¿Por qué los fabricantes de motores están cambiando a núcleos terminados listos para instalar?
Más allá de las laminaciones individuales: el caso de los conjuntos centrales terminados
Durante décadas, los fabricantes de motores obtuvieron laminaciones individuales y gestionaron internamente todas las operaciones posteriores de apilado, alineación y fijación. Si bien este enfoque ofrecía la máxima flexibilidad, también introdujo una complejidad significativa: coordinar múltiples subprocesos, mantener las herramientas para cada etapa de ensamblaje, capacitar a los operadores en diversas técnicas y gestionar la calidad en cada paso antes de que surgiera un único núcleo utilizable. A medida que los ciclos de desarrollo de productos se comprimen y las cadenas de suministro exigen una mayor especialización, se ha afianzado un modelo más eficiente: uno construido alrededor de núcleos terminados listos para instalar y conjuntos de núcleos de motor terminados que llegan a la línea de producción completamente procesados y utilizables de inmediato.
Este cambio no es simplemente una cuestión de conveniencia. Representa un cambio fundamental en la forma en que los fabricantes de motores asignan recursos de ingeniería, gestionan el riesgo y aceleran el tiempo de comercialización. Cuando el núcleo, el elemento más crítico magnética y mecánicamente de cualquier motor o generador eléctrico, se entrega como una estructura estable y optimizada en lugar de una pila de laminaciones sueltas, cada etapa posterior del ensamblaje del motor se vuelve más rápida, más repetible y más fácil de controlar la calidad. Comprender lo que implica la producción de estos conjuntos y cómo seleccionar el socio adecuado para ellos es ahora una prioridad estratégica para los equipos de ingeniería y adquisiciones de toda la industria de fabricación de motores.
Qué incluyen realmente los núcleos terminados listos para instalar
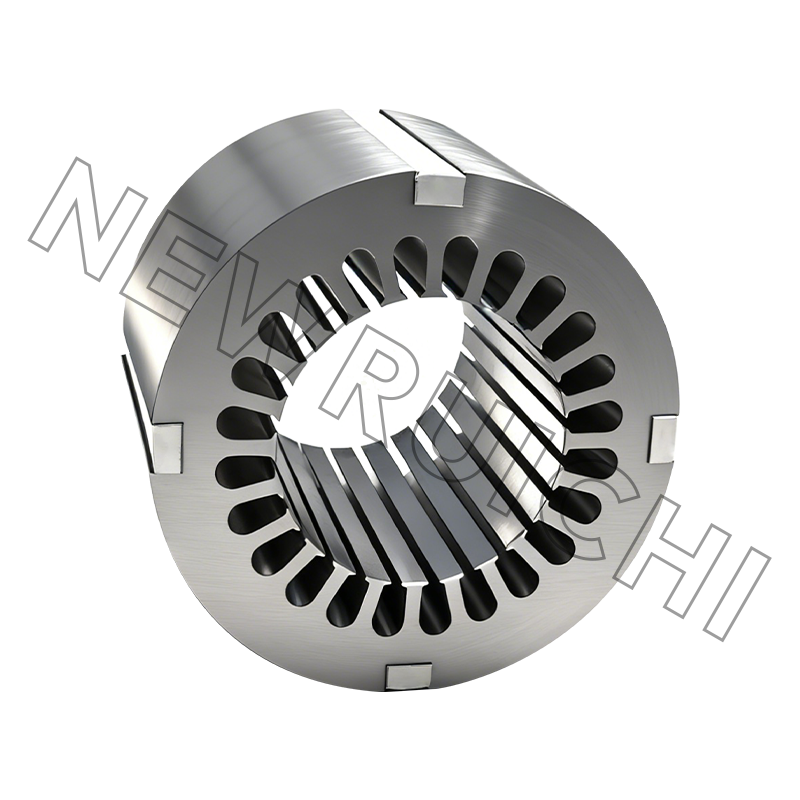
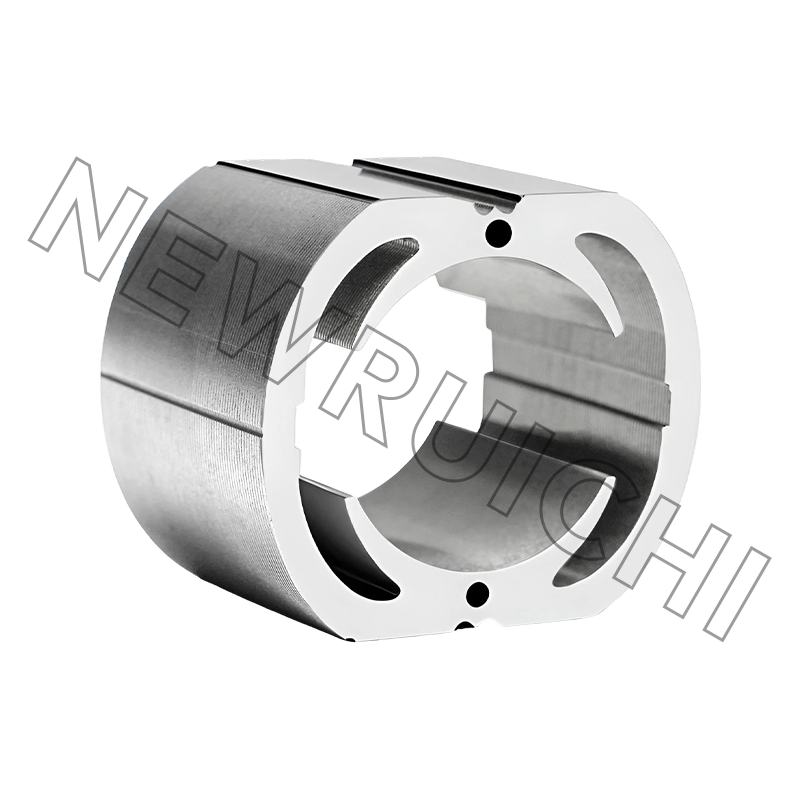
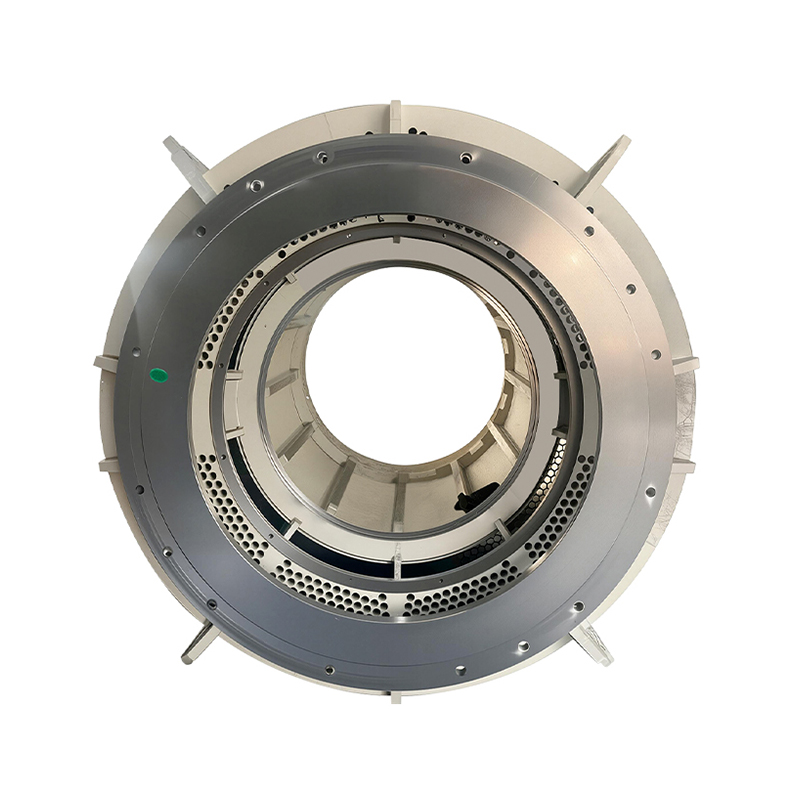
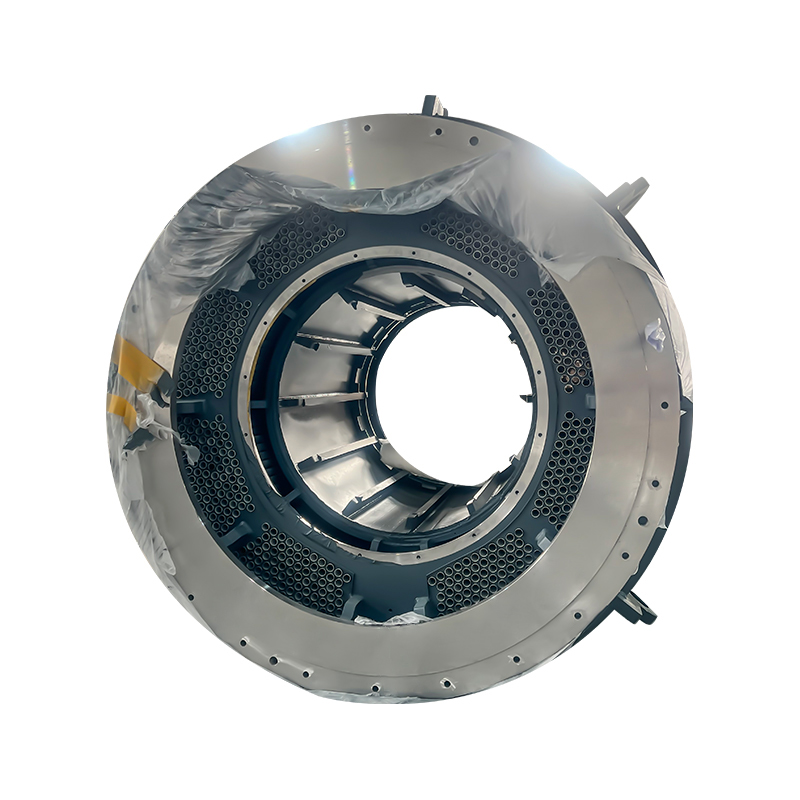
el término núcleos terminados listos para instalar abarca una amplia gama de entregables, todos unificados por el principio de que el núcleo llega a las instalaciones del cliente en un estado que no requiere procesamiento estructural adicional antes de que comience el ensamblaje. En el nivel básico, esto significa un paquete de laminación apilado y fijado con precisión, pero en la práctica, el alcance de lo que incluye "acabado" varía considerablemente según el tipo de motor, la aplicación y los requisitos del cliente.
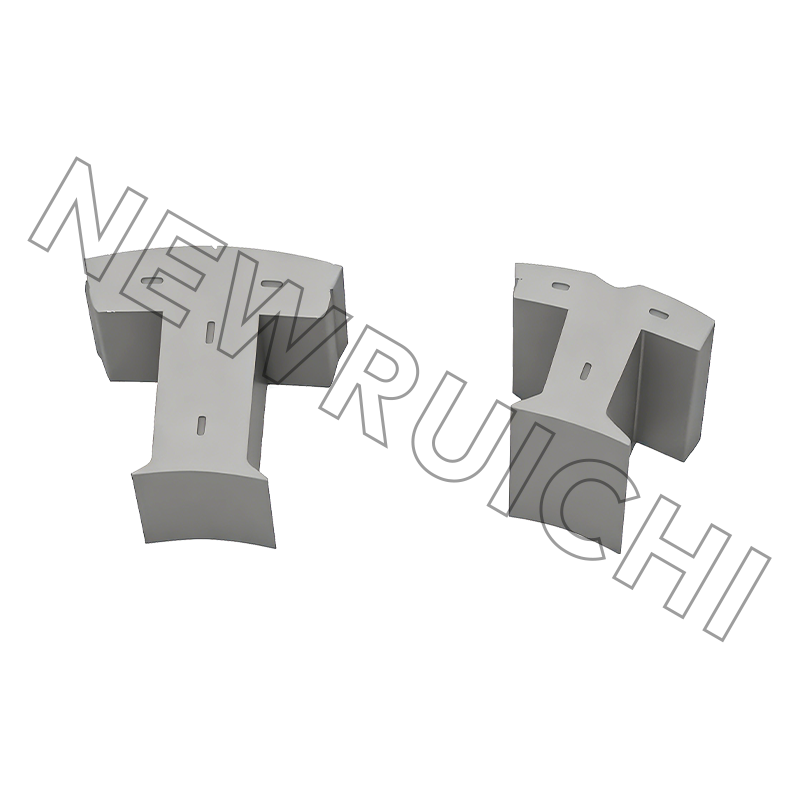
Un núcleo terminado completamente realizado normalmente integra varias etapas de proceso que de otro modo recaerían en el fabricante del motor. El apilamiento alinea las laminaciones individuales en orientaciones axiales y rotacionales precisas para lograr la altura de pila objetivo y la simetría magnética. El remachado bloquea mecánicamente la pila de laminación con una alta fuerza de sujeción, lo que garantiza la estabilidad dimensional bajo la vibración y los ciclos térmicos del funcionamiento del motor. La soldadura, aplicada a lo largo de la circunferencia exterior o en puntos de soldadura designados, agrega integridad estructural adicional para aplicaciones de alto estrés. La unión (utilizando adhesivos especializados entre capas de laminación) se especifica cada vez más para aplicaciones sensibles al ruido, ya que elimina la microvibración entre láminas que contribuye al ruido audible del motor y a la pérdida de hierro. La combinación de estas técnicas, seleccionadas y secuenciadas de acuerdo con los requisitos de diseño específicos, es lo que transforma una pila suelta de acero eléctrico en una estructura de núcleo magnético estable y optimizada.
Procesos de ensamblaje de núcleos: apilamiento, remachado, soldadura y unión
Cada uno de los cuatro procesos de ensamblaje principales aporta un conjunto de propiedades distintas y no intercambiables al núcleo terminado. Seleccionar la combinación correcta (o comprender por qué un proveedor ha especificado un enfoque particular) requiere claridad sobre lo que logra cada proceso y qué compensaciones introduce.
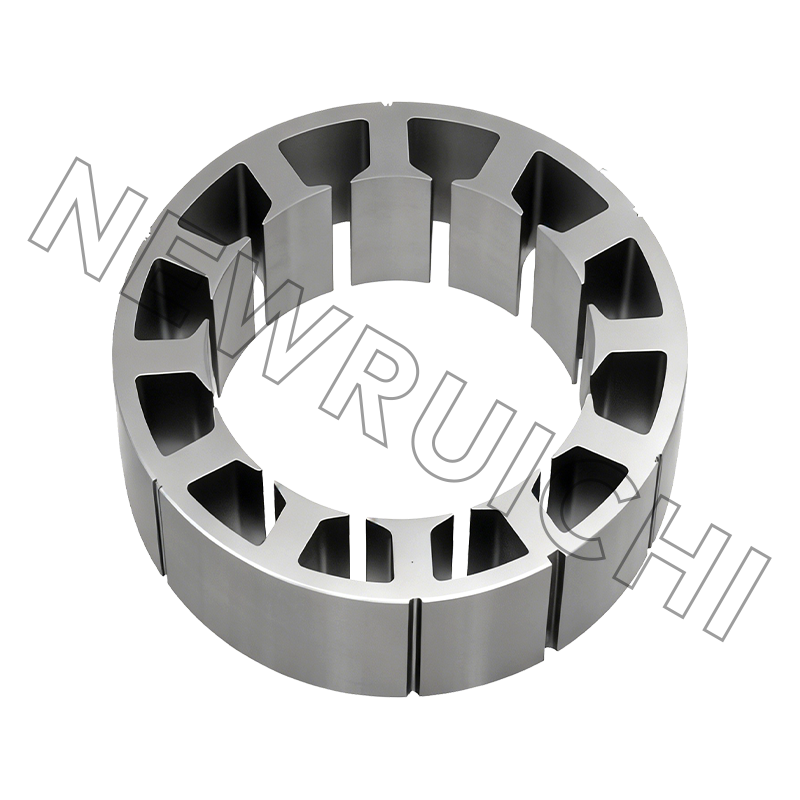
Control de apilamiento y orientación
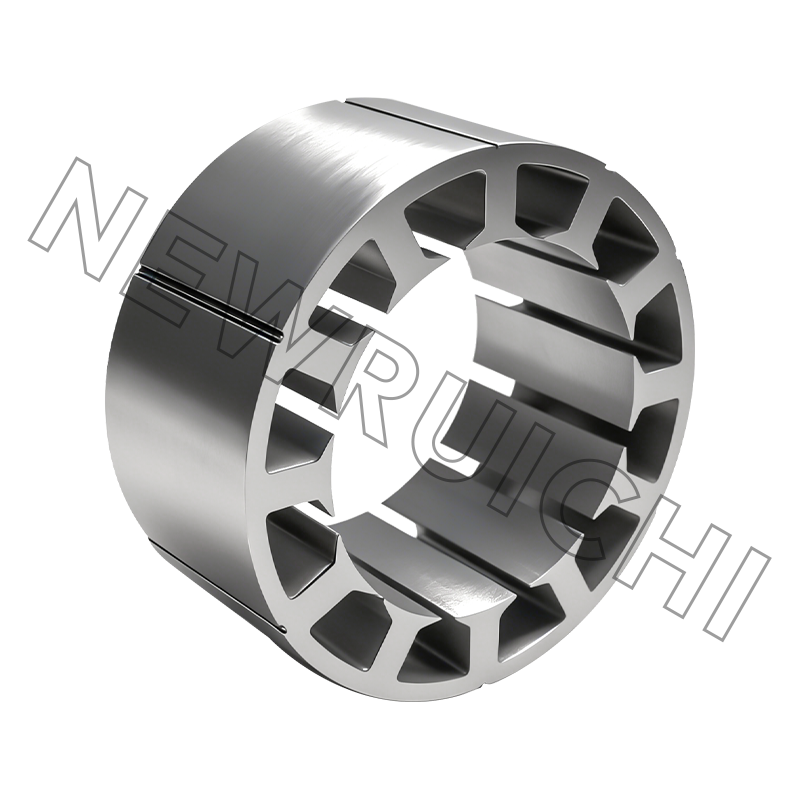
El apilamiento de precisión es la base de todo proceso de ensamblaje de núcleos. Las laminaciones deben alinearse dentro de estrictas tolerancias angulares y axiales para garantizar que las geometrías de las ranuras, los perfiles de los dientes y las dimensiones del yugo sean consistentes en toda la altura de la pila. Incluso las desalineaciones menores se acumulan en cientos de laminaciones, lo que produce superficies escalonadas que complican la inserción del devanado y degradan la uniformidad del flujo magnético. Los sistemas de apilamiento automatizados con alineación guiada por visión y medición de altura durante el proceso se utilizan en la producción de gran volumen de conjuntos de núcleo de motor terminados para mantener tolerancias que el apilamiento manual no puede lograr de manera confiable.
Remachado para integridad mecánica
El remachado pasa remaches de acero o aluminio a través de orificios preperforados en la pila de laminación y deforma los extremos de los remaches bajo una fuerza controlada, creando un conjunto de sujeción que resiste la separación axial y el movimiento relativo de la laminación. Este proceso es rápido, rentable y ampliamente aplicable en geometrías de núcleo de estator y rotor. El patrón de remache, el material y la fuerza de sujeción están diseñados para mantener la integridad de la pila sin crear rutas de cortocircuito entre las laminaciones, una consideración clave de rendimiento electromagnético que debe equilibrarse con los requisitos mecánicos en cada diseño.
Soldadura para aplicaciones de alto estrés
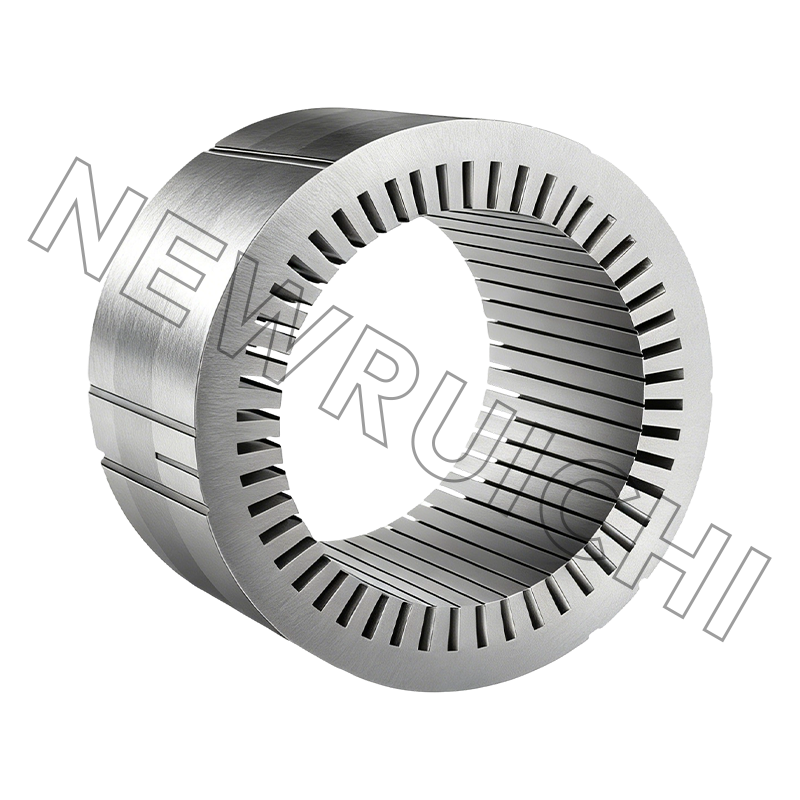
La soldadura láser y la soldadura TIG a lo largo del diámetro exterior de los núcleos del estator o a lo largo de las líneas de soldadura axial en los núcleos del rotor proporcionan una mayor resistencia de las uniones que el remachado solo, lo que convierte a los conjuntos soldados en la opción preferida para motores de alta velocidad, aplicaciones de tracción y entornos sujetos a vibraciones severas. La profundidad de penetración de la soldadura, la geometría del cordón y la entrada de calor se controlan estrictamente para minimizar la distorsión térmica y evitar la formación de puentes conductores interlaminares que aumentarían las pérdidas por corrientes parásitas.
Unión para optimizar el ruido y la eficiencia
La unión adhesiva entre laminaciones, utilizando adhesivos estructurales curados térmicamente o curados con rayos UV, elimina las interfaces de contacto mecánico que son la fuente principal de ruido inducido por vibración en núcleos remachados o soldados convencionales. Los núcleos adheridos también distribuyen la tensión de sujeción de manera uniforme a través de la superficie de laminación en lugar de concentrarla en los puntos de remache o soldadura, lo que reduce los aumentos localizados de la coercitividad magnética inducidos por la tensión. Para motores de tracción EV premium, motores de compresores HVAC y servoaccionamientos de precisión, los núcleos terminados unidos y listos para instalar ofrecen mejoras mensurables tanto en el rendimiento acústico como en la eficiencia general del motor.
Complementos opcionales: ensamblaje de eje y tratamiento de aislamiento
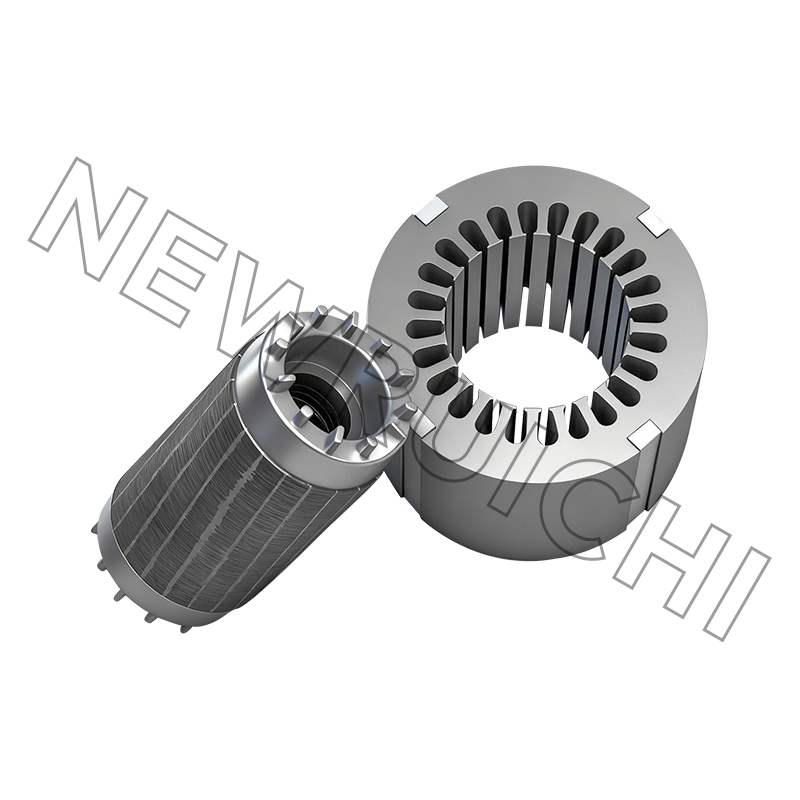
Más allá de los procesos básicos de fijación, los proveedores de Conjuntos de núcleo de motor terminados Ofrecemos cada vez más servicios complementarios integrados que comprimen aún más la carga de trabajo de ensamblaje interno del cliente. Dos de las opciones más impactantes son el ensamblaje del eje y el tratamiento de aislamiento; ambos, cuando se realizan a nivel del proveedor principal, eliminan pasos completos del proceso de la línea de producción del fabricante del motor.
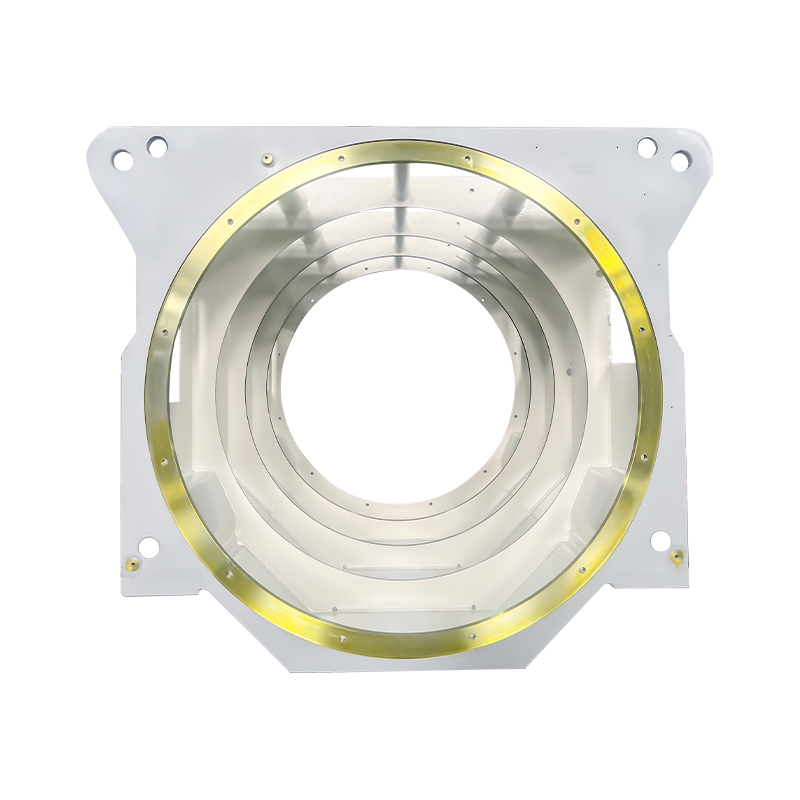
- Conjunto de eje: Presionar o ajustar por contracción el núcleo del rotor en el eje del motor requiere un control preciso del ajuste de interferencia, equipo de prensa especializado y una gestión térmica cuidadosa para evitar daños en la laminación. Cuando el proveedor principal realiza esta operación, el cliente recibe un subconjunto de rotor equilibrado listo para la instalación de rodamientos, eliminando un proceso técnicamente exigente de una línea de montaje que puede carecer de herramientas especializadas para realizarlo de manera confiable a escala.
- Tratamiento de aislamiento: El aislamiento de las ranuras, ya sea aplicado como papel aislante preformado, recubrimiento en polvo o impregnación de epoxi líquido, protege los conductores del devanado del contacto eléctrico con el núcleo de acero y proporciona la barrera dieléctrica necesaria para la confiabilidad del motor a largo plazo. Recibir núcleos con aislamiento de ranura ya aplicado permite a los operadores de bobinado comenzar la inserción de la bobina inmediatamente, sin un paso intermedio de preparación del aislamiento que de otro modo requeriría equipos separados y verificación de calidad.
- Tratamiento superficial y revestimiento: Se pueden aplicar recubrimientos anticorrosión, acabado de pintura o anodizado al conjunto central antes de la entrega, lo que elimina las operaciones de manipulación y enmascaramiento en las instalaciones de ensamblaje del motor y garantiza un acabado cosmético y protector consistente en cada unidad.
- Verificación dimensional y magnética: Los informes de inspección previos al envío, que incluyen la altura de la pila, el diámetro del orificio, la concentricidad y los datos de pérdida del núcleo medido, brindan a los fabricantes de motores la documentación de calidad entrante necesaria para aceptar ensamblajes directamente en producción sin pasos de inspección entrantes redundantes.
Cómo los ensamblajes centrales terminados acortan los plazos de lanzamiento de productos
Uno de los argumentos más convincentes para adquirir núcleos terminados y conjuntos de núcleos de motores terminados listos para instalar es el impacto directo en la velocidad de desarrollo de nuevos productos. Cuando los fabricantes de motores son responsables internamente de todos los pasos centrales del procesamiento, el diseño de cada nuevo producto requiere la calificación de los accesorios de apilamiento, las herramientas de remachado, los parámetros de soldadura y los procesos de aplicación de aislamiento, una carga de validación que puede agregar semanas o meses al cronograma de desarrollo antes de que se ensamble un único prototipo con intención de producción.
Subcontratar esta complejidad a un proveedor experimentado de ensamblaje central transfiere esas cargas de calificación a una instalación con procesos establecidos, equipos validados y equipos de ingeniería dedicados. El fabricante de motores recibe conjuntos terminados que ya han pasado la caracterización dimensional y magnética, lo que permite una progresión inmediata a las pruebas de bobinado, impregnación y nivel de sistema. Los cambios de diseño iterativos (ajustes de la geometría de las ranuras, variaciones de la altura de la pila o actualizaciones de la calidad del material) se pueden realizar rápidamente sin necesidad de que el fabricante del motor vuelva a calificar las herramientas internas. Esta agilidad es particularmente valiosa en mercados competitivos donde la capacidad de llevar un nuevo diseño de motor desde el prototipo hasta la producción en el menor tiempo posible es una ventaja comercial directa.
Comparación de modelos de suministro: laminaciones sueltas versus ensamblajes terminados
La decisión entre adquirir laminaciones sueltas y ensamblajes de núcleo de motor terminados es, en última instancia, estratégica, ya que equilibra la capacidad interna, el volumen de producción, los requisitos de control de calidad y el riesgo de la cadena de suministro. La siguiente tabla resume las diferencias clave entre los dos modelos de suministro en las dimensiones más relevantes para los fabricantes de motores:
| Dimensión | Laminaciones sueltas | Conjuntos de núcleo de motor terminados |
| Se requieren herramientas internas | Alto: se necesitan accesorios para apilar, remachar y soldar | Bajo: herramientas gestionadas por el proveedor |
| Complejidad de la línea de montaje | Alto: se requieren múltiples pasos del proceso antes del bobinado | Bajo: núcleo entregado listo para uso inmediato |
| Puntos de control de calidad | Muchos: cada paso del proceso interno debe verificarse | Menos: proveedor verificado antes del envío |
| Velocidad de lanzamiento de nuevos productos | Más lento: se requiere calificación del proceso interno | Más rápido: el proveedor se encarga de la cualificación |
| Idoneidad para volúmenes bajos a medios | Menos eficiente: alto costo fijo por unidad | Muy adecuado: no se requiere inversión fija en herramientas |
| Flexibilidad de diseño | Alto: control interno total sobre los parámetros del proceso | Alto: cambios implementados en colaboración con el proveedor. |
Selección del socio de montaje del núcleo con el acabado adecuado
La calidad de un conjunto de núcleo de motor terminado es inseparable de las capacidades y la disciplina del proceso del proveedor que lo produce. Evaluar a un socio potencial requiere mirar más allá del precio y el tiempo de entrega para evaluar la profundidad de su capacidad técnica en toda la cadena del proceso de ensamblaje. Los criterios clave incluyen la gama de tecnologías de sujeción disponibles (un proveedor que ofrece solo remachado no puede atender aplicaciones en las que técnicamente se requiere unión o soldadura), así como la precisión y repetibilidad de sus sistemas de apilamiento y alineación, su enfoque para el monitoreo de calidad durante el proceso y su capacidad para proporcionar datos documentados de rendimiento magnético y dimensional con cada envío.
Igualmente importante es la capacidad de soporte de ingeniería del proveedor. Los mejores proveedores de núcleos terminados listos para instalar funcionan como socios de diseño colaborativos, brindando información sobre la geometría de laminación, optimización de la altura de la pila, selección de procesos y opciones de grado de material durante la fase de desarrollo del motor, no solo ejecutando un dibujo fijo después de que el diseño está congelado. Esta participación temprana permite diseños optimizados tanto para el rendimiento del motor como para la eficiencia de fabricación, lo que reduce el costo y el tiempo asociados con las iteraciones de diseño que podrían haberse anticipado con una participación anterior del proveedor. Para los fabricantes de motores comprometidos con acortar los plazos de lanzamiento de productos y mejorar la consistencia de sus ensamblajes terminados, elegir un proveedor con tanta capacidad es una de las decisiones de mayor influencia en el proceso de adquisición.

Su dirección de correo electrónico no será publicada. Los campos obligatorios están marcados *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Teléfono/Teléfono:
+86-18861576796 +86-18261588866
Teléfono/Teléfono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Derechos de autor © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricantes de núcleos de estator y rotor
